3 minuto leído
Certificación ISO 9001 de Weerg: calidad verificada y renovada
Weerg ha superado con éxito la auditoría de renovación de la certificación ISO 9001, confirmando su compromiso con la excelencia en los procesos...

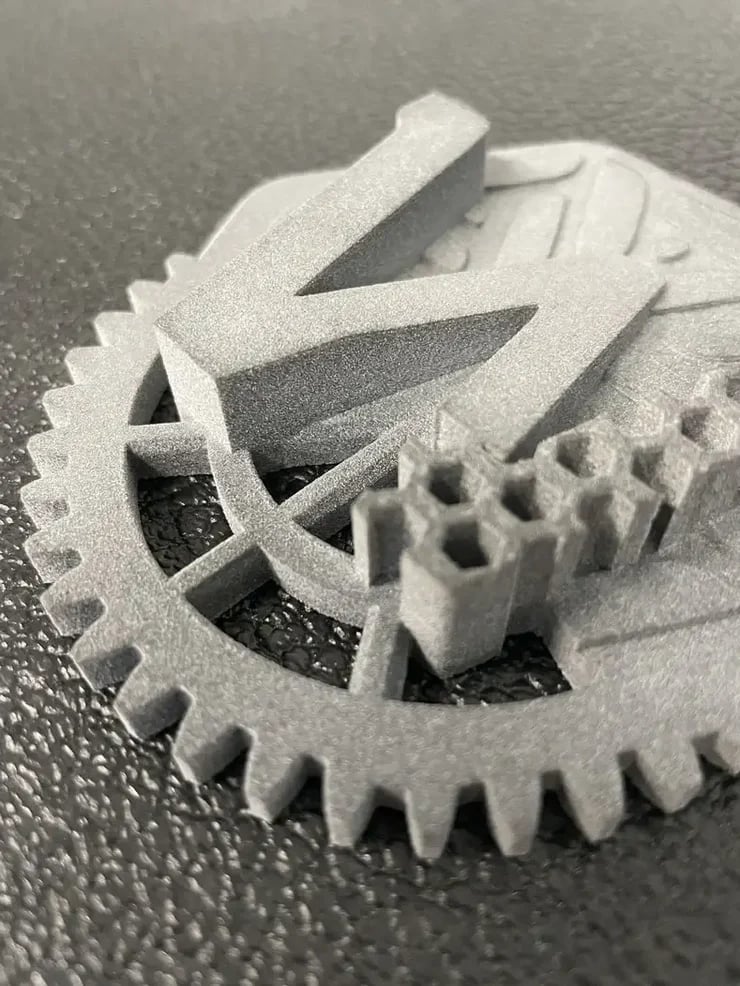
La impresión 3D HP MJF tiene enormes ventajas en términos de flexibilidad y capacidad de procesar una amplia variedad de geometrías complejas en comparación con otras tecnologías de fabricación aditiva. MJF de hecho permite construir objetos sin soportes y con geometrías muy complejas sin limitaciones de proceso.
Para garantizar la repetibilidad del proceso, el mejor resultado posible y aprovechar todo el potencial de esta tecnología de fabricación, es necesario adoptar una serie de medidas, que vamos a descubrir hoy en esta guía.
En primer lugar, a la hora de diseñar el componente, es aconsejable seguir los dictados del "design for additive manufacturing" o DfAM. Se trata de un conjunto de indicaciones y reglas, que varían según la tecnología aditiva elegida, que guían al diseñador en sus elecciones, tanto a nivel macroscópico como en los pequeños detalles.
Otro aspecto fundamental para el éxito de un objeto producido con esta tecnología es la fase de preparación para la impresión, con la colocación del objeto dentro del volumen de impresión de la máquina. Como veremos en esta guía, el acabado y las propiedades de los componentes pueden variar, incluso considerablemente, debido a pequeñas variaciones.
Todas las superficies con ángulos inferiores a 30° con respecto al plano XY y orientadas hacia abajo, se aprovechan de un acabado muy uniforme y prácticamente libre de cualquier signo de mecanizado y de descamación de la capa. De hecho, el objeto, apoyado en el polvo de la capa anterior, recibe el apoyo adecuado para crearse correctamente.
Las superficies que reflejan las anteriores y, por tanto, están orientadas hacia arriba (Z+), con ángulos inferiores a 30° respecto al plano XY, presentarán una escalera mucho más pronunciada, resultado de las capas individuales. También es posible que estas superficies sean cóncavas, ya que el material se enfría en la zona central, disminuyendo su volumen y encogiéndose.

El proceso de impresión MJF se ve influenciado por los gradientes térmicos creados durante la deposición y fusión de una capa sobre otra. En el eje Z (altura) de la construcción, esto da lugar a peores tolerancias, ya que las deformaciones son más difíciles de controlar. En cambio, en el plano XY, los componentes y sus dimensiones se acercan más a sus dimensiones nominales.
Otro ejemplo son los objetos cilíndricos o con forma de anillo: es conveniente alinear su eje con el eje Z para tener una sección redonda en el plano XY y evitar así las deformaciones que podrían dar lugar a una sección elíptica deformada.
Las propiedades mecánicas también varían ligeramente entre XY y Z. De hecho, aunque la tensión de rotura de los componentes es la misma a lo largo de los tres ejes, a lo largo del eje Z el material será menos dúctil, con un alargamiento a la rotura reducido en aproximadamente un 50%.
Los operadores de Weerg comprueban cada archivo antes de injertarlo en un build, considerando la mejor orientación para su correcto proceso. En caso de que su proyecto tenga necesidades especiales de resistencia o acabados estéticos, puede anclar la orientación original en la fase de presupuesto con la marca correspondiente.
Si todavía tiene dudas, preguntas o necesita información adicional, nuestro equipo de expertos está disponible de forma gratuita para apoyarle en su elección: póngase en contacto con ellos aquí para contarles su proyecto y las dudas que tiene sobre el material.

3 minuto leído
Weerg ha superado con éxito la auditoría de renovación de la certificación ISO 9001, confirmando su compromiso con la excelencia en los procesos...

4 minuto leído
El PTFE (politetrafluoroetileno) es el nombre químico del material; Teflon es la marca registrada con la que Chemours (antigua DuPont) lo...

3 minuto leído
Nuestro aporte a la colaboración con Titawin: PA12 GB con carga de vidrio, geometrías milimétricas y archivos CAD ya listos para la producción.