Directives de conception pour l'usinage CNC
Règles simples pour concevoir au mieux et obtenir le maximum de votre modèle 3D.
- FORMAT DU FICHIER
On accepte les fichiers qui contiennent des éléments UNIQUES au format .STEP / .STP.
Les fichiers peuvent être chargés dans l’Outil de devis pour procéder à la définition des spécifications d'usinage.
- DIMENSIONS MINIMALES ET MAXIMALES
-
Dimensions minimales : 6x6x6mm (0.23x0.23x0.23 in)
-
Dimensions maximales : 460X460X400mm (18x18x15.7 in), mais cela peut varier en fonction du matériau; vérifiez ici les limites dimensionnelles spécifiques du matériau que vous souhaitez utiliser.
- ÉPAISSEUR DE LA PAROI
L'épaisseur nominale de la pièce doit être supérieure à 1mm.
On conseille de faire attention aux détails inférieurs à 1mm, parce qu'ils risquent de ne pas résister à l'usinage. 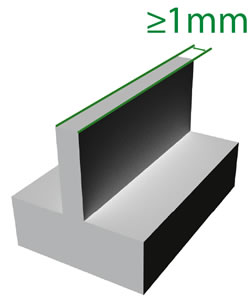
- TOLÉRANCES
La norme appliquée par Weerg est la norme 2768-1 classe fine (f) et classe moyenne (m).
On a créé un manuel approfondi que vous pouvez consulter, cliquez ici!
- TABLEAUX PDF
Les tableaux PDF peuvent être fournis pour faciliter la consultation rapide des spécifications et des tolérances du projet.
Toutefois, en cas d'incohérences et d'ambiguïtés entre les spécifications du tableau PDF et celles du fichier 3D, on se référera à ce dernier comme source définitive.
- FONTES ET LOGOS
Si vous souhaitez appliquer des fontes et des logos, il est conseillé de suivre les instructions ci-dessous.
Largeur minimale de 1mm et profondeur maximale de 1mm: cliquez ici pour obtenir une liste de fontes, dont beaucoup sont gratuites et créées pour l’usinage CNC. Les caractères et logos dont la taille est inférieure à celle mentionnée précédemment seront gravés.
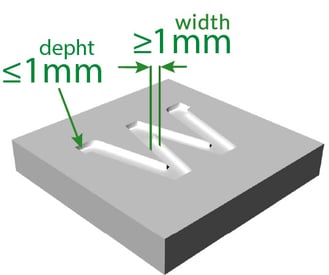
On suggère d'utiliser des fontes Sans Serif >20 points et >5mm de hauteur.
Moneysaver: la réalisation de fontes Sans Sérif est en moyenne 9 fois moins chère que la réalisation de fontes Sérif !
En plus, les lettres gravées sont beaucoup moins chères que les lettres en relief.
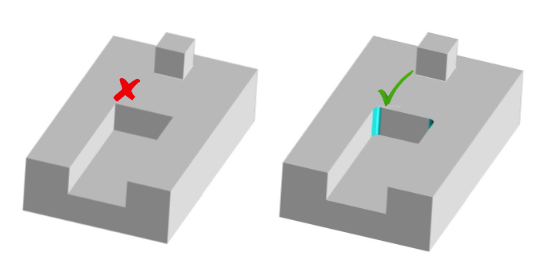
- GORGES, POCHES ET RAYONS
Il est conseillé d'utiliser r= 1mm minimum et 3 fois moins que la hauteur (d).
Moneysaver: un rayon de 1mm est environ 7 fois plus cher qu'un rayon de 4mm !
Si les rayons ne sont pas présents dans le fichier chargé, la commande sera suspendue et un technicien vous contactera pour vous demander d'effectuer les modifications nécessaires.
Il est possible que les rayons soient appliqués automatiquement par notre équipe d'experts s'il s'agit d'une mesure minimale.
- FILETS INTÉRIEURS ET EXTÉRIEURS
Les filets sont gratuits et les trous qui peuvent être taraudés sont automatiquement identifiés par l’Outil de devis.
En raison de l'absence de critères unifiés entre les différents logiciels de CAD pour la définition des filets, il n'est pas nécessaire d'introduire des filets modélisés dans le fichier 3D: il suffit de dessiner les trous (une simple forme cylindrique) avec le diamètre ISO correct pour le filet désiré, par exemple 4,2mm pour un M5.
Les filetages des trous borgnes sont réalisés jusqu’à une profondeur maximale égale à trois fois le diamètre du filetage.
Les filetages extérieurs peuvent être usinés jusqu’à un maximum de deux fois le pas à partir de l’extrémité inférieure du cylindre.
Nous recommandons de prévoir une gorge de dégagement d’une hauteur minimale égale à cette valeur afin de permettre un accouplement correct avec la pièce correspondante.
En l’absence de cette gorge de dégagement, le filetage sera réalisé dans la mesure du possible, sans garantir un accouplement complet des pièces vissées.

![]() Attention aux:
Attention aux:
- Surfaces en contre-dépouille
- Arêtes vives entre les surfaces avec rayon de courbure.
Pour les demandes hors paramètres, un surcoût peut être facturé lors de l'analyse technique.
Pour les devis ad hoc, merci de nous contacter à notre adresse électronique info@weerg.com






