Linee guida di progettazione per le lavorazioni CNC
Poche e semplici regole per progettare al meglio e ottenere il massimo dal tuo disegno 3D.
• FORMATO FILE
Sono accettati file contenenti singole parti in formato .STEP / .STP.
I file possono essere caricati all'interno del Configuratore per procedere con la definizione delle specifiche di lavorazione.
• DIMENSIONI MINIME E MASSIME
-
Dimensioni minime: 6x6x6mm (0.23x0.23x0.23 in)
-
Dimensioni massime: 460X460X400mm (18x18x15.7 in), ma può variare a seconda del materiale; verifica qui i limiti dimensionali specifici del materiale che vuoi utilizzare.
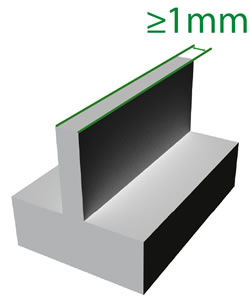
• SPESSORE PARETI
Lo spessore nominale del pezzo deve essere superiore a 1mm.
Ti suggeriamo di fare attenzione ai dettagli inferiori a 1 mm, poiché potrebbero non resistere in fase di lavorazione.
• TOLLERANZE
La regolamentazione applicata da Weerg è la ISO 2768-1 classe fine (f) e media (m).
Abbiamo creato per te una guida approfondita per la consultazione, clicca qui!
• TAVOLE PDF
Le tavole PDF possono essere fornite per agevolare la consultazione rapida delle specifiche e delle tolleranze del progetto.
Tuttavia, in caso di incongruenze e ambiguità tra le specifiche presenti nella tavola PDF e quelle del modello 3D, faremo riferimento a quest’ultimo come fonte definitiva.
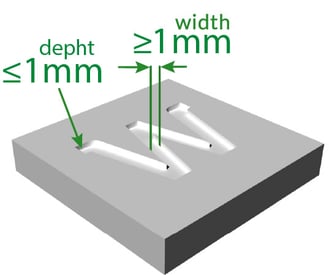
• CARATTERI E LOGHI
Se sei interessato ad applicare caratteri e loghi, ti consigliamo di seguire le indicazioni sottostanti.
Larghezza minima di 1 mm e profondità massima di 1 mm: cliccando qui troverai una lista di caratteri, molti di questi gratuiti e creati appositamente per le lavorazioni CNC. Caratteri e loghi con dimensione inferiore a quella riportata in precedenza, verranno incisi.
Ti suggeriamo di usare caratteri Sans Serif >20 punti e >5mm in altezza.
Moneysaver: realizzare caratteri Sans Serif è in media 9 volte meno costoso che realizzare caratteri Serif!
Inoltre, i caratteri incisi sono molto meno costosi dei caratteri in rilievo.
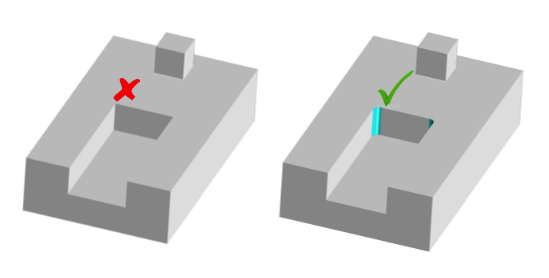
• GOLE, TASCHE E RAGGI DI RACCORDO
Consigliamo r= 1mm minimo e 3 volte inferiore all’altezza (d)
Moneysaver: un raggio di raccordo di 1mm raggiatura di 1mm è circa 7 volte più costosa di una da 4mm!
Qualora tali raggiature non siano presenti nel file caricato, l’ordine verrà sospeso e un tecnico ti contatterà per richiedere le modifiche necessarie.
E’ possibile che queste vengano applicate automaticamente da parte del nostro team di esperti se si tratta di una dimensione minima.
• FILETTATURE INTERNE ED ESTERNE
Le filettature sono gratuite e i fori che possono essere filettati vengono individuati automaticamente dal Configuratore online.
A causa dell’assenza di criteri unificati tra i vari pacchetti CAD per la definizione delle filettature, non è necessario inserire filettature modellate sul file 3D: sarà sufficiente disegnare i fori (una semplice forma cilindrica) con il diametro ISO corretto rispetto alla filettatura desiderata, ad esempio 4,2mm per un M5.
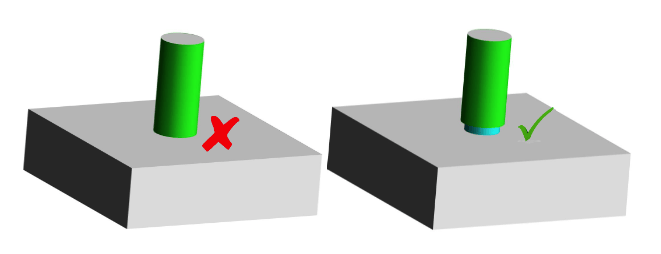
Le filettature esterne possono essere eseguite fino a un massimo di 2 volte il passo dall’estremità inferiore del cilindro.
Suggeriamo di realizzare una gola di scarico di altezza minima pari a questo valore per consentire il corretto accoppiamento di una controparte. In caso di mancata realizzazione dello scarico la filettatura sarà realizzata fin dove possibile non garantendo un completo accoppiamento delle parti avvitate.
![]() Presta attenzione ad eventuali:
Presta attenzione ad eventuali:
- Superfici in sottosquadro
- Spigoli vivi tra superfici con raggio di curvatura
Per richieste fuori parametro potrebbe essere richiesto un supplemento in fase di analisi tecnica.
Per quotazioni personalizzate, ti consigliamo di contattarci all’email info@weerg.com.
Potrebbe interessarti anche:






