Guía de diseño para impresión 3D
Unas sencillas reglas para diseñar correctamente y obtener el máximo rendimiento de tu diseño 3D
Índice
1. FORMATOS DE ARCHIVO ACEPTADOS
2. DIMENSIONES MÁXIMAS, TOLERANCIAS GENERALES y RELLENO DE MATERIALES
4. ESPESORES MÍNIMOS Y PAREDES FINAS
5. AGUJEROS, CANALES, CAVIDADES Y SOCAVADOS
6. TEXTOS, LOGOTIPOS y OTROS ELEMENTOS
9. PIEZAS CON SUPERFICIES GRANDES Y FINAS (IMPRESIÓN MJF/MSLA)
10. NUESTROS CONSEJOS SOBRE EL POLIPROPILENO (PP)
1. FORMATOS DE ARCHIVO ACEPTADOS
-
.stl, .step, .stp
-
sólo archivos que contengan piezas INDIVIDUALES, excepto piezas concatenadas (capítulo 4) y elementos multiparte enjaulados (capítulo 8)
2. DIMENSIONES MÁXIMAS, TOLERANCIAS GENERALES y RELLENO DE MATERIALES
❗Todas las tolerancias indicadas se aplican a la totalidad del componente, incluidas zonas específicas como espesores, orificios, ejes, distancias entre ejes, etc.
|
Material |
Dimensiones máximas |
Tolerancia |
Infill |
|
Nylon PA12 (MJF) |
380x284x380 mm (15×11.2×15 in) |
± 0.3mm, ± 0.3% per dimensiones >100mm |
100% |
|
Nylon PA12 GB 40% (MJF) |
380x284x380 mm (15×11.2×15 in) |
± 0.4mm, ± 0.4% per dimensiones >100mm |
100% |
|
Nylon PA12 White (MJF) Nylon PA11 (MJF) TPU (MJF) |
380x284x380 mm (15×11.2×15 in) |
± 0.5mm, ± 0.5% per dimensiones >100mm |
100% |
|
Polipropileno PP (MJF) |
250x250x250 mm (9.8×9.8×9.8 in) |
± 0.6mm, ± 0.6% per dimensiones >100mm |
100% |
|
Materiales FDM |
300x300x400 mm |
± 0.6mm, ± 0.75% per dimensiones >100mm |
30% |
|
Materiales resina MSLA con LSPC |
274x155x400 mm |
± 0.3mm, ± 0.3% per dimensiones >100mm |
100% |
El tinte Top Black, disponible entre nuestros Acabados (MJF), no aumenta las dimensiones finales de las piezas, ya que se produce mediante un proceso de impregnación.
Cualquier Pintura RAL que se elija entre los Acabados (MJF) disponibles conllevará un aumento dimensional del espesor para aproximadamente los siguientes valores
-
Pinturas brillantes: 100 micras (0,1 mm)
-
Pinturas mates: 80 micras (0,08 mm)
-
Pinturas metálicas (oro y plata): 100 micras (0,1 mm)
-
Pinturas Soft Touch: 200 micras (0,2 mm)
Atención: Las paredes de espesor superior a 15 mm pueden experimentar deformaciones fuera del margen de tolerancia indicado. La cantidad de material presente y el espesor de la sección influyen directamente en las tensiones térmicas y la contracción.
Para evitar este problema, se recomienda vaciar las zonas masivas del componente o construir estructuras alveolares aligeradas.
Para más información, puedes consultar esta página.
3. ENTRADAS y JUEGOS
Para obtener información sobre el diseño de injertos, huecos y piezas entrelazadas, puedes consultar la sección correspondiente, que encontrarás aquí.
4. ESPESORES MÍNIMOS Y PAREDES FINAS
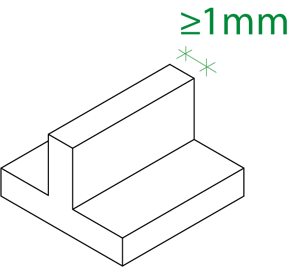
Las tecnologías MJF y MSLA pueden manejar paredes muy finas, sin embargo, para estar seguros de recibir piezas de una calidad adecuada, las paredes deben tener un espesor mínimo de 1 mm.
Algunas piezas que sobresalen del perfil de la geometría principal pueden presentar el mismo riesgo, a pesar de cumplir el espesor mínimo.
Reforzar estas piezas puede ayudar a mantener la integridad del componente.
Para la tecnología FDM, el grosor mínimo garantizado es de al menos 3 mm.
Las zonas por debajo de los espesores mínimos garantizados son generalmente imprimibles, sin embargo, no se garantiza una realización perfecta. Esto se debe al comportamiento no del todo predecible de estos espesores tanto durante la impresión como durante el transporte.
⚠️La presencia de paredes por debajo del tamaño mínimo garantizado puede provocar a veces el rechazo del archivo durante el proceso de validación técnica.
El cumplimiento de las disposiciones es responsabilidad del cliente o del diseñador del archivo, por lo que no podemos garantizar la integridad de las zonas aunque la pieza haya superado la validación.
Cuando configures tu oferta en la página del Configurador, si el archivo que has cargado contiene un componente con áreas inferiores a nuestro espesor mínimo garantizado, se te notificará con las palabras "Puntos críticos detectados en el archivo".
Para ver las zonas afectadas por la criticidad, puedes previsualizar el archivo y luego marcar la opción "ver paredes finas"; cualquier zona crítica debida al grosor se mostrará en rojo y podrás elegir si continuar con el archivo cargado o modificar la geometría antes de completar la compra.
¿Quieres que tu archivo sea verificado por un experto? Haz clic aquí para obtener más información
Al configurar tu pedido desde el Configurador, si cargas un objeto con áreas inferiores al espesor mínimo garantizado, puedes elegir cómo proceder entre estas dos opciones.
5. AGUJEROS, CANALES, CAVIDADES Y SOCAVADOS
Las tecnologías de impresión 3D que facilitamos, MJF, MSLA y FDM, no permiten la limpieza completa de zonas como agujeros, cavidades, canales, oquedades y socavaduras cuando éstas no ofrecen un acceso suficiente para su limpieza; el riesgo es que queden obstruidas por el polvo, el filamento de soporte o la resina de impresión, por lo que no se garantiza la eliminación completa del material sobrante.
💡Aquí tienes algunos consejos para diseñar tu archivo:
MJF y MSLA: El diámetro o abertura mínimo recomendado es de 1 mm; si la profundidad del agujero es tres veces superior al diámetro, no se garantizará la limpieza.
❗ Para los agujeros ciegos, sugerimos añadir agujeros de servicio para permitir la eliminación del polvo de construcción; los agujeros pasantes en lugar de los ciegos pueden facilitar esta operación.
MSLA y FDM: las cavidades internas o huecos inalcanzables por las herramientas pueden tener restos de estructuras de soporte.
Es responsabilidad del cliente, o del diseñador del archivo 3D, cumplir las instrucciones dadas en el diseño del archivo.
En caso de duda, ten en cuenta el servicio de "Verificación de archivo", que puedes solicitar directamente en la fase de configuración antes de completar tu pedido.

6. TEXTOS, LOGOTIPOS y OTROS ELEMENTOS
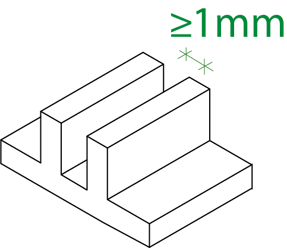
MJF y MSLA: recomendamos el diseño de textos, logotipos y otros elementos con caracteres huecos, con alturas y espesores de al menos 1 mm, para garantizar una limpieza eficaz del polvo o el exceso de resina. Para las soluciones en relieve, recomendamos igualmente mantener 1 mm como altura mínima y espaciado entre caracteres para evitar roturas durante el procesamiento.
FDM: tanto para textos huecos como en relieve, recomendamos mantener al menos 2 mm en la anchura y el espesor de los caracteres (véase la imagen siguiente).![]()
Es responsabilidad del cliente, o del diseñador del archivo 3D, cumplir las instrucciones dadas en el diseño del archivo.
En caso de duda, ten en cuenta el servicio de "Verificación de archivo", que puedes solicitar directamente en la fase de configuración antes de completar tu pedido.
7. PIEZAS MACIZAS Y HUECOS
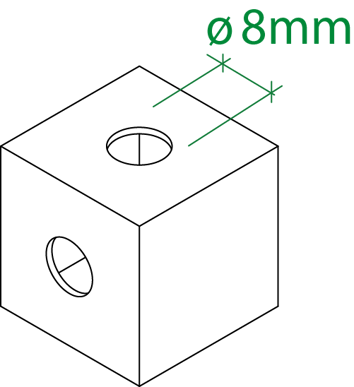
Para las piezas impresas con tecnologías MJF y MSLA con un área muy masiva, corren el riesgo de deformarse o reventar con pequeñas burbujas en la superficie debido a los choques térmicos que se producen durante el proceso de impresión.
Para evitar este problema, te aconsejamos que dibujes al menos 2 agujeros de 8 mm de diámetro en tu archivo para permitir la salida del polvo de construcción.
Además, como se indica en esta página, te recomendamos que no imprimas piezas sólidas con espesores superiores a 15mm, sino que las vacíes dejando paredes de 3-4mm.
Las paredes de más de 15mm serán vaciadas automáticamente por nuestros técnicos durante la preimpresión.
Para los materiales FDM de Metal Replacement, recomendamos espesores de componente inferiores a 5-6 mm para evitar deformaciones debidas a la contracción térmica del material.
El cumplimiento de esta característica es responsabilidad del cliente, por lo que no podemos garantizar la limpieza de estas zonas aunque la parte haya pasado la validación.
8. ARCHIVOS MULTIPARTE
Normalmente no se recomienda imprimir archivos multiparte, ya que esto no garantiza un control total del proceso de impresión y acabado de las piezas.
Si para la impresión FDM y MSLA cualquier archivo multipieza será siempre rechazado y reembolsado, para la tecnología de impresión MJF podemos darte algunas precauciones de diseño que deberás tener en cuenta durante la fase de diseño y pedido, para que tus archivos cargados sean aceptados por los técnicos.
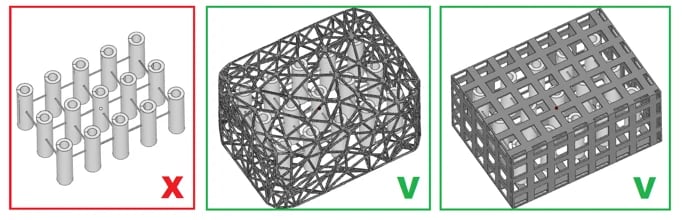
Puedes cargar un archivo multiparte que contenga piezas iguales o diferentes de pequeñas dimensiones (máximo 35*35*35mm para cada pieza), siempre que éstas tengan una jaula de contención a su alrededor, como se sugiere en los recuadros verdes: de este modo, las piezas pequeñas no se perderán ni se traspapelarán durante las operaciones de limpieza.
Los archivos multiparte que sólo tengan conexiones entre sí (como en el recuadro rojo) ya no se aceptarán para evitar pérdidas o roturas.
La jaula de contención debe tener un espesor mínimo de 1 mm y una malla suficiente para evitar que salgan los componentes más pequeños.
Asegúrate también de separar adecuadamente las piezas entre sí y de la jaula al menos 3 mm.
Las piezas se suministrarán en la propia jaula según el dibujo y están sujetas a las normas presentadas en esta página.
❗ Por razones obvias, no será posible garantizar una limpieza adecuada, un control de calidad y una posible pintura a partir de los Acabados disponibles.
9. PIEZAS CON SUPERFICIES GRANDES Y FINAS (IMPRESIÓN MJF/MSLA)
Debido a limitaciones tecnológicas, las piezas con superficies planas, grandes y finas están sujetas a deformación termoplástica (fenómeno de alabeo).
Por este motivo, te sugerimos que no diseñes piezas delgadas y de gran tamaño, como una hoja A5 o más grande: las tensiones térmicas presentes durante el proceso de producción podrían manifestarse fácilmente en una deformación termoplástica, provocando que la pieza se curve o se retuerza.
Esto también puede ocurrir en piezas de gran espesor o densidad (>3 cm) con al menos una de sus dimensiones de más de 15 cm.
¿Cuál es nuestro consejo? Para las piezas con estas características, podemos darte algunos consejos que pueden limitar, aunque no eliminar por completo, el riesgo de deformación.
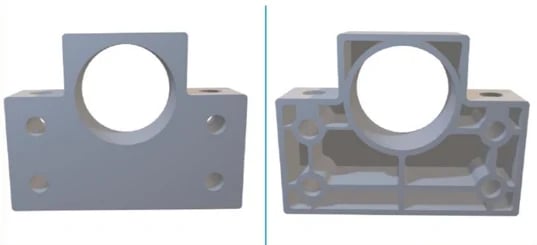
Te aconsejamos que realices la zona opuesta a la zona expuesta de forma descargada, vaciando casi por completo el espesor que de otro modo estaría lleno, modelando nervios (unidireccionales o cruzados) o una estructura de refuerzo reticular, alveolar o nervada.
De este modo, se disminuye parcialmente la posible aparición de alabeos en las piezas moldeadas con tecnología MJF y MSLA, al tiempo que se confiere una mayor flexibilidad y ligereza a la pieza, así como un evidente ahorro de costes debido a la reducción del volumen real imprimido.
El alabeo de las piezas impresas no se puede reembolsar ni devolver, ya que se trata de una limitación tecnológica que no se puede prever ni garantizar.
10. NUESTROS CONSEJOS SOBRE EL POLIPROPILENO (PP)
-
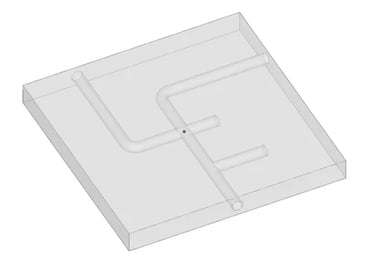
La relación volumen/área total entre estos dos valores no puede ser superior a 4-5 veces.
Si se supera este valor, la impresión puede ser inestable y no se pueden prever problemas dimensionales.
Además, te sugerimos que aligeres las zonas más densas de la pieza modelando bolsillos o ranuras y que añadas una posible estructura de refuerzo de nido de abeja o costillas, como puedes ver en la imagen inferior.
-
El polipropileno es un material con un comportamiento de impresión especial. Por este motivo, te recomendamos que elijas este material para tu proyecto, especialmente si necesitas explotar sus propiedades químicas o eléctricas.
💡¡Echa un vistazo a la Página de Materiales para saber más!
-
Para obtener el mejor resultado posible de tu impresión en Polipropileno, te recomendamos limitar el tamaño a 100x100x100mm.
-
Te sugerimos que mantengas un grosor constante en toda la superficie de la pieza. Esto ayudará a que el material se comporte de manera uniforme durante todo el proceso de impresión y enfriamiento, limitando cualquier deformación causada por tensiones térmicas diferenciales.
-
Para recibir una pieza con agujeros y huecos totalmente libres de polvo de impresión, modela diámetros superiores a 3-4mm en tu archivo.
La oclusión parcial o total de los agujeros en diámetros inferiores puede producirse como limitación tecnológica del propio material.






