Guide 3D Build
Voici un service spécial pour vous si vous avez besoin d'imprimer beaucoup de pièces, d'être indépendant dans la phase de conception et d'économiser de l'argent!
Index
1. Qu'est-ce que le service 3D Build?
2. Comment commander un 3D Build?
3. Comment créer votre 3D Build
4. Logiciels recommandés pour créer votre 3D Build
1. Qu'est-ce que le service 3D Build?
Le service 3D Build vous permet d'imprimer une unité de construction complète avec nos imprimantes HP MJF 5210Pro.
Le service 3D Build s'adresse principalement à d'autres services d'impression 3D ou à de grandes entreprises qui souhaitent produire une grande quantité de produits identiques ou différents ou qui ont besoin de couvrir un surplus de travail ou un temps d'arrêt momentané ou constant.
De cette façon, le client a accès à une technologie exclusive, en pouvant profiter de la capacité totale ou partielle des machines HP MJF 5210Pro à des prix fixes et compétitifs dans l'industrie, en payant en fonction du volume d'impression réel, de la densité et de la hauteur.
Pour bénéficier de ce service, le client doit se charger lui-même de l'imbrication des pièces. Cette opération justifie le coût compétitif et fixe du Build, pour lequel aucun contrôle n'est effectué par nos techniciens.
2. Comment commander un 3D Build?
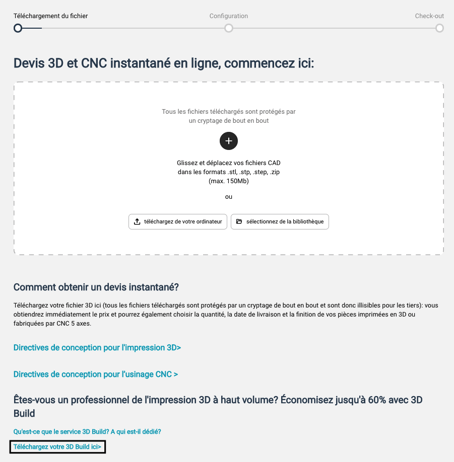
Pour commander une unité 3D Build, il vous suffit de suivre quelques étapes simples et vous pourrez imprimer toutes vos pièces en un seul clic!
Entrez dans la section et lancez le processus de commande.
A partir de cette page, vous pouvez compléter l'opération en téléchargeant un fichier .3mf ou .STL (ou un fichier .zip contenant des fichiers .STL déjà placés dans l'espace) - Dimension maximale 500Mb.
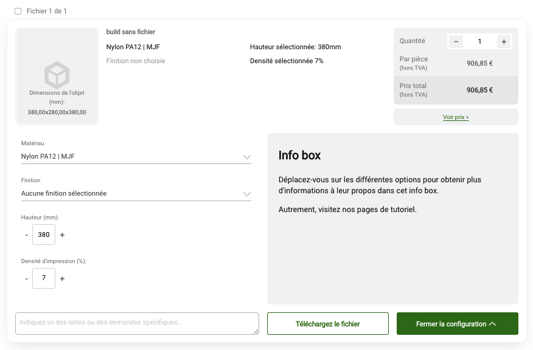
Ensuite, configurez votre Build en choisissant les différentes fonctionnalités:
-
Matériaux: Nylon PA12, Nylon PA11, Nylon PA12 GB, Nylon PA12 W
-
Finitions: Avec poudre, Raw Grey, Top Black™
-
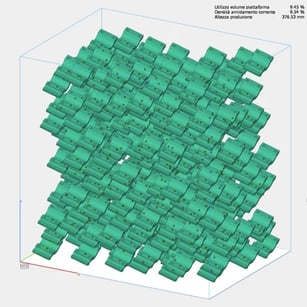
Densité d'impression (%): lors de l'imbrication, votre programme vous fournira des informations sur la densité de remplissage de votre Build.
La densité est le rapport entre le volume réel de matériau à imprimer et le volume de la zone d'impression, exprimé en pourcentage.
Attention, la densité maximale autorisée pour une impression correcte est de 11%.
-
Hauteur (mm): la hauteur peut varier de 1mm à 380mm.
-
Quantité de construction: choisissez la quantité dans l'Outil de devis. Une date d'expédition vous sera proposée avec le prix par numéro de Build.
3. Comment créer votre 3D Build
Afin d'obtenir un résultat optimal en termes de tolérances et de répétabilité, Weerg suggère de toujours respecter les règles suivantes lors de l'imbrication.
Afin d'obtenir un résultat optimal en termes de tolérances et de répétabilité, Weerg suggère de toujours respecter les règles suivantes lors de l'imbrication.
1) Les dimensions maximales de la zone d'impression sont:
-
380x284x380mm (X, Y, Z)
2) Quelques conseils sur la façon de distancer les pièces téléchargées dans le Build (sur tous les axes X, Y, Z):
-
Pièces supérieures à 100cm³: distance d'au moins 10mm
-
Pièces inférieures à 100cm³: distance d'au moins 5mm
-
Pièces avec une densité supérieure à 25%: distance d'au moins 10mm
-
Les pièces très volumineuses et massives proches de grandes surfaces planes peuvent affecter la planéité des pièces adjacentes: il est conseillé d'augmenter leurs distances.
-
Il est conseillé de vider les corps d'une épaisseur supérieure à 10mm: cela améliorera les performances et réduira la possibilité de défauts et/ou d'imperfections.
3) Ne pas occuper complètement la zone de la Build unit, mais prendre quelques précautions sur les marges d'impression (axes X et Y):
-
Toutes les pièces: distance d'au moins 10mm par rapport aux bords extérieurs.
Les dimensions réelles de la surface d'impression seront alors de 360x260mm.
4) Densité
-
De 1% à 11% maximum (on suggère de 5% à 8%)
❗La densité est le rapport entre le volume réel du matériau à imprimer et le volume de la zone d'impression, exprimé en pourcentage.
5) Le positionnement des pièces dans la zone peut également déterminer une impression correcte ou, au contraire, des défauts esthétiques. Voici quelques conseils sur l'orientation des pièces (axes X et Y uniquement):
-
Afin d'obtenir de meilleures tolérances et surfaces, il est recommandé d'incliner les surfaces planes perpendiculaires à Z de 20° en X et/ou 20° en Y, dans la mesure du possible, en particulier celles qui sont orientées dans la direction Z+.
Cela limitera autant que possible l'effet de "couche" donné par les couches d'impression, tout
en améliorant les caractéristiques mécaniques de la pièce et en améliorant la finition et la tolérance de toutes les surfaces qui auraient été parallèles à Z.
Cette méthode est suggérée en particulier pour assurer l'excentricité de circonférences constantes telles que des trous, des broches ou des tuyaux en général.
-
Aligner la "face" de la partie esthétique dans le sens Z (c'est-à-dire de manière à ce qu'elle soit face à la base d'impression).
-
Ne pas aligner les surfaces planes à un angle inférieur à 15° par rapport à la plaque XY afin d'éviter des effets de finition désagréables au toucher. Il est recommandé d'orienter ces pièces horizontalement.
-
Les pièces présentant des surfaces larges, fines et étendues seront toujours exposées au risque de warpage, un phénomène d'impression qu'on ne peut ni prévoir ni garantir. Pour limiter ce phénomène, il est conseillé de lire le chapitre 10 de notre Guide de l'impression 3D.
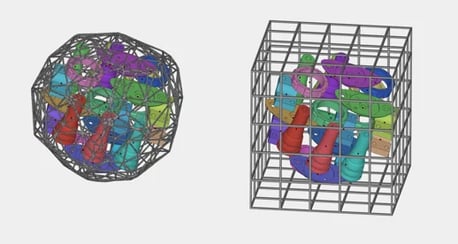
6) Si vous avez besoin d'imprimer un grand nombre de petites pièces, il est recommandé de créer des cages de protection comme dans l'image ci-dessous. Vous éviterez ainsi que vos petites pièces ne se cassent ou ne se perdent au cours de la production.
-
Toutes les pièces d'une dimension inférieure à 1cm³ ou dont deux ou plusieurs côtés sont inférieurs à 10mm doivent être placées dans des cages de protection. Celles-ci doivent être dimensionnées pour contenir les pièces afin qu'elles ne soient pas perdues ou égarées lors des opérations de nettoyage.
Pour ce qui concerne la conception des fichiers individuels, merci de vous référer à notre page dédiée:
4. Logiciels recommandés pour créer votre 3D Build
Bien qu'il existe de nombreux logiciels qui permettent d'effectuer des opérations d'imbrication manuelle (par exemple, n'importe quel logiciel de CAO en 3D), ils ne sont généralement pas recommandés, car l'optimisation est trop complexe pour être effectuée correctement et sans erreur à la main.
C'est pourquoi il est conseillé d'utiliser les logiciels automatiques suivants:
5. Responsabilité
Toute responsabilité est exclue en cas de succès ou d'échec de l'impression si celle-ci n'est pas conforme aux règles susmentionnées.
Le contrôle préalable à l'impression n'est pas effectué pour vérifier si les règles d'imbrication et de conception des différentes pièces ont été respectées.
❗Weerg, en cas de non-conformité, n'acceptera aucune responsabilité pour:
-
Ruptures sur des épaisseurs de parois inférieures à 1 mm;
-
Déformation/ warpage;
-
Phénomène d'éléphant;
-
Erreurs de conception et imbrication;
-
Erreurs d'orientation;
-
Distance entre les pièces.
L'entreprise assumera la responsabilité des défauts de layering, des défauts d'impression imputables à l'imprimeur, des cas hors tolérance et des finitions ne correspondant pas à celles sélectionnées au moment de l'achat.






