Guida alla realizzazione di un 3D Build
Servizio dedicato a chi necessita di stampare numerose parti, mantenendo autonomia progettuale e contenendo i costi.
Indice dei contenuti
Cos’è il servizio 3D Build?
Il servizio 3D Build permette di stampare un'intera Build Unit con le nostre stampanti HP MJF 5600.
Il servizio 3D Build si rivolge principalmente ad altri Service di Stampa 3D o a grandi aziende, che vogliano produrre una grande quantità di prodotti uguali o diversi o che debbano supplire ad un momentaneo o costante surplus di lavoro o fermi macchina.
Il cliente ha così modo di accedere ad una tecnologia esclusiva, potendo sfruttare la piena o parziale capacità delle macchine HP MJF 5600 a prezzi fissi e concorrenziali nel settore, pagando in base al volume, alla densità e all'altezza effettivi di stampa.
Il cliente, per acquistare tale servizio, ha la responsabilità di eseguire il nesting dei componenti in maniera autonoma. Tale operazione giustifica il costo concorrenziale e fisso del Build, per il quale non viene effettuato alcun controllo da parte dei nostri tecnici.
Come si ordina un 3D Build?
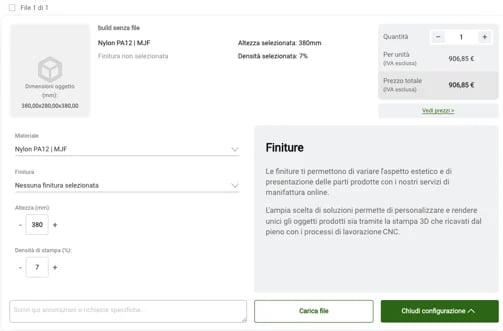
Per ordinare una unit 3D Build sarà sufficiente seguire pochi e semplici passaggi e potrai stampare tutte le tue parti con un solo click!
Entra nella sezione e successivamente inizia il processo d’ordine.
Da questa pagina è possibile infatti completare l'operazione, caricando un file .3mf o .STL (o uno .zip contenente files .STL già posizionati nello spazio) - Dimensione massima 500Mb

Procedi quindi alla configurazione del tuo Build, scegliendo le diverse caratteristiche:
-
Materiali: Nylon PA12, Nylon PA11, Nylon PA12 GB, Nylon PA12 W
-
Finiture: Con polvere, Grigio Grezzo, Nero Top™
-
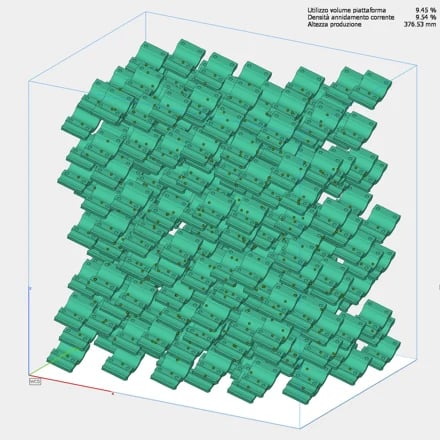
Densità di stampa (%): in fase di nesting, il tuo programma ti fornirà le informazioni circa la densità di riempimento del tuo Build.
La densità è il rapporto tra l’effettivo volume di materiale da stampare e il volume dell’area di stampa, espresso in percentuale.
Ti ricordiamo che la densità massima permessa per una stampa corretta è dell' 11%. -
Altezza (mm): l’altezza varia da 1mm a 380mm.
-
Quantità Build: scegli la quantità nel Configuratore. Ti sarà offerta una data di spedizione con il prezzo per Build unit.
Come realizzare il tuo 3D Build
Al fine di ottenere un risultato ottimale in termini di tolleranze e ripetibilità, Weerg suggerisce di rispettare sempre le seguenti regole in fase di nesting.
Di seguito, ecco i consigli suggeriti forniti da HP e dall’esperienza pluriennale di Weerg.
1) Le dimensioni massime dell'area di stampa sono:
-
380 x 284 x 380 mm (X, Y, Z)
2) Alcuni suggerimenti su come distanziare le parti caricate nel Build (su tutti gli assi X, Y, Z):
-
Parti superiori a 100cm³: distanziare almeno 10mm
-
Parti inferiori a 100cm³: distanziare almeno 5mm
-
Parti con densità superiore al 25%: distanziare almeno 10mm
-
Parti molto voluminose e massicce vicino a superfici ampie e piane possono influire sulla planarità delle parti vicine: suggeriamo di aumentare il loro distanziamento
-
Suggeriamo lo svuotamento di corpi con spessore maggiore di 10mm: questo migliorerà la resa e ridurrà la possibilità di difetti e/o imperfezioni
3) Non riempire completamente l'area della Build unit, ma predisponi alcune accortezze sui bordi di stampa (assi X e Y):
-
Tutte le parti: distanziare almeno 10mm dai bordi esterni
Le dimensioni effettive del piatto di stampa saranno quindi di 360x260mm.
4) Densità
-
Da 1% a 11% max (consigliato da 5 a 8%)
❗La densità è il rapporto tra l'effettivo volume di materiale da stampare ed il volume dell'area di stampa, espresso in percentuale.
5) Anche il posizionamento dei pezzi all'interno dell'area può determinare la corretta stampa o, in alternativa, difetti estetici. Ecco alcuni suggerimenti sull'orientamento delle parti (solo assi X e Y)
-
Al fine di ottenere tolleranze e superfici migliori si consiglia di inclinare di 20° in X e/o di 20° in Y, ove possibile, le superfici piane, perpendicolari a Z, specialmente quelle orientate in direzione Z+.
In questo modo si andrà a limitare il più possibile l'effetto "layer" dato dagli strati di stampa, oltre a migliorare le caratteristiche meccaniche della parte e migliorare la finitura e tolleranza di tutte le pareti che sarebbero state parallele a Z.
Tale metodo è suggerito in particolare per garantire eccentricità delle circonferenze costanti come fori, perni o tubi in genere.
-
Orientare la "faccia" della parte estetica in direzione Z- (cioè in modo che guardi il piatto di stampa).
-
Non orientare superfici piane con inclinazioni inferiori a 15° rispetto al piano XY per evitare effetti di finitura poco gradevoli al tatto. Consigliamo piuttosto di orientare queste parti in maniera piatta.
-
Parti con superfici ampie, sottili ed estese saranno sempre a rischio warpage, fenomeno di stampa da noi non prevedibile e garantito. Per limitare questo fenomeno, ti suggeriamo di leggere il Capitolo 10 delle nostre Linee Guida per la Stampa 3D.
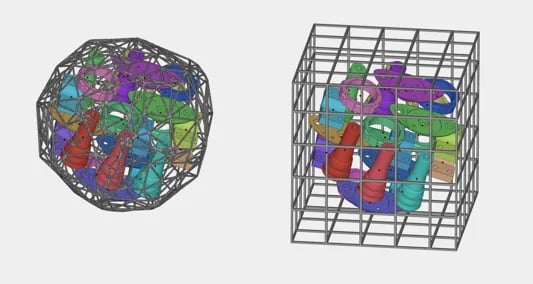
6) Se hai bisogno di stampare molte parti di dimensioni ridotte, ti consigliamo di creare delle gabbiette contenitive come nell'immagine sottostante. Questo aiuterà ai tuoi piccoli pezzi di non rompersi e non perdersi durante le fasi di produzione.
-
Tutte le parti inferiori ad 1cm³ o con 2 o più lati di dimensioni inferiori a 10mm vanno riposti in delle gabbie contenitive. Queste devono avere delle maglie dimensionate in maniera tale da contenere le parti, così da non essere perse o smarrite durante le operazioni di pulizia.
Per quanto riguarda la progettazione dei singoli file, ti rimandiamo alla nostra pagina dedicata:
Software consigliati per il nesting del tuo 3D Build
Nonostante ci siano molti software con i quali è possibile effettuare un nesting manuale (ad esempio si potrebbe utilizzare un qualsiasi software CAD 3D), tendiamo a non consigliarli perché l'ottimizzazione è troppo complessa per essere eseguita correttamente e senza errori a mano.
Questo è il motivo per cui consigliamo i seguenti software automatici:
Responsabilità
Escludiamo ogni responsabilità in merito alla riuscita o meno soddisfacente del materiale stampato qualora questo non rispetti le regole qui sopra riportate.
Non effettueremo un controllo pre stampa per verificare che le regole di Nesting e di Progettazione delle singole parti siano state o meno rispettate.
❗Weerg, in caso di non conformità, non si renderà responsabile per:
-
Rotture su pareti sottili inferiori a 1mm;
-
Deformazioni/ warpage;
-
Fenomeno di elephant;
-
Errori di progettazione e nesting;
-
Errori di orientamento;
-
Distanziamento fra le parti.
Saranno altresì responsabilità della ditta eventuali difetti di layering, difetti di stampa imputabili alla stampante, casi di fuori tolleranza, eventualità di finitura non corrispondente a quella selezionata in fase di acquisto.
Per approfondire, leggi l’articolo dedicato al servizio 3D Build sul nostro blog.






