3 minutes de lecture
Qu'est-ce que l'impression 3D pour les fenêtres et les portes ?
L'impression 3D a révolutionné plusieurs secteurs industriels et artisanaux, introduisant de nouvelles possibilités et des solutions innovantes...
2 minutes de lecture
![]() Fabio Trotti
:
mars 2, 2022
Fabio Trotti
:
mars 2, 2022
L'impression 3D HP MJF présente d'énormes avantages en termes de flexibilité et de capacité à transformer une grande variété de géométries complexes par rapport aux autres technologies de fabrication additive. MJF permet de réaliser des objets sans support et avec des géométries très complexes sans aucune limitation de processus.
Afin de garantir la répétabilité du processus, le meilleur résultat possible et l'exploitation du potentiel de cette technologie, il est nécessaire de suivre un certain nombre de mesures.
Tout d'abord, au moment de concevoir la pièce, il est conseillé de suivre les indications du "design for additive manufacturing" ou DfAM. Il s'agit d'un ensemble de conseils et de règles, qui diffèrent en fonction de la technologie additive choisie, et qui guident le concepteur dans ses choix, tant au niveau macroscopique que dans les petits détails.
Un autre aspect fondamental pour le succès d'un objet produit avec cette technologie est la phase de préparation à l'impression, avec le déplacement de l'objet à l'intérieur du volume d'impression de l'imprimante; comme on le verra dans ce guide, en effet, la finition et les propriétés des composants peuvent varier même de façon marquée en raison de petites variations.
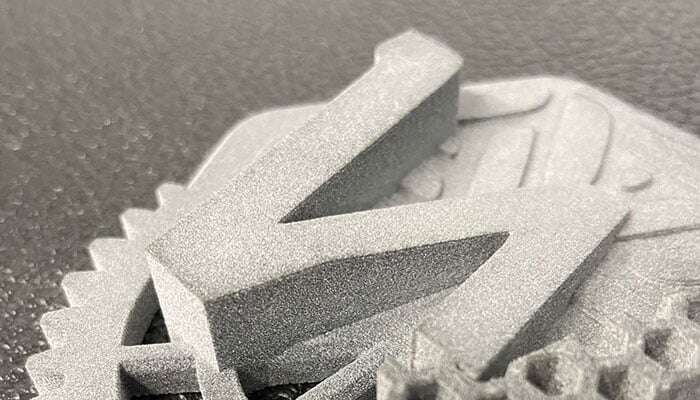
Toutes les surfaces ayant un angle inférieur à 30° par rapport au plan XY et orientées vers le bas, bénéficient d'une finition très uniforme et pratiquement sans aucune trace de fabrication et d'écaillage des couches. En effet, l'objet, posé sur la poudre de la couche précédente, reçoit un support adéquat pour s'imprimer correctement.
Les surfaces spéculaires orientées vers le haut (Z+) avec des angles inférieurs à 30° par rapport au plan XY auront un écaillage beaucoup plus marqué par rapport aux couches individuelles. Il est également possible que ces surfaces soient concaves, parce que le matériau se refroidit dans la zone centrale, en diminuant de volume et en se rétractant.

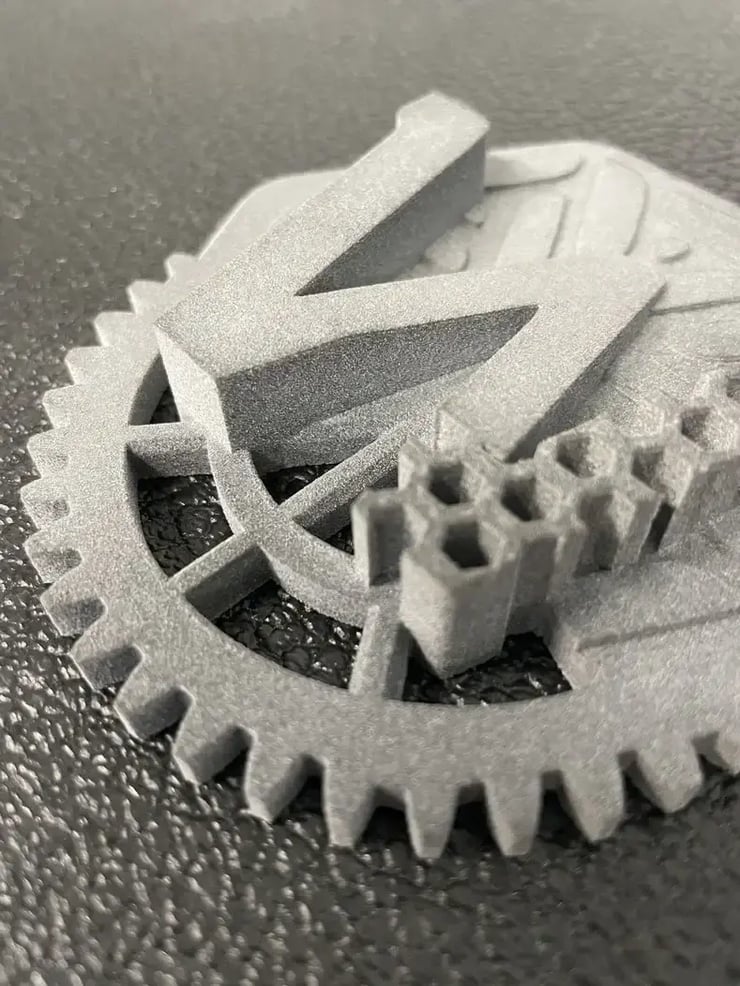
Le processus d'impression MJF est conditionné par les gradients thermiques produits pendant le dépôt et la fusion d'une couche sur une autre.
Le long de l'axe Z (hauteur) du Build, on aura donc des tolérances plus faibles, parce que les déformations sont plus complexes à contrôler. Dans le plan XY, en revanche, les pièces et leurs dimensions sont plus proches de leurs dimensions nominales.
Un autre exemple est celui des objets cylindriques ou annulaires: il est bon d'aligner leur axe avec l'axe Z afin d'avoir une section ronde dans le plan XY et d'éviter ainsi les déformations qui pourraient conduire à une section elliptique déformée.
Les propriétés mécaniques changent légèrement entre XY et Z. En effet, bien que la tension de rupture des pièces soit la même le long des trois axes, le matériau sera moins ductile le long de l'axe Z, avec un élongation à la rupture inférieure d'environ 50%.
Les techniciens de Weerg vérifient chaque fichier avant de le transposer dans un build, en considérant la meilleure orientation pour sa correcte impression. Si ton projet a des besoins particuliers en matière de résistance ou de finitions esthétiques, tu peux fixer l'orientation initiale dans la phase de devis avec la couche appropriée.
Si tu as toujours des doutes, des questions ou besoin d'informations supplémentaires, notre équipe d'experts est disponible pour te soutenir dans ton choix: contacte-les ici pour leur parler de ton projet et de tes doutes sur le matériau.

3 minutes de lecture
L'impression 3D a révolutionné plusieurs secteurs industriels et artisanaux, introduisant de nouvelles possibilités et des solutions innovantes...

5 minutes de lecture
Les lunettes imprimées en 3D représentent l'une des applications les plus prometteuses de la fabrication additive, alliant personnalisation,...

5 minutes de lecture
L'impression 3D est une technologie révolutionnaire qui transforme rapidement de nombreuses industries, dont celle de l'emballage. Ce secteur a...