Leitfaden für die Realisierung eines 3D Builds
Hier ist ein Service für Sie, wenn Sie viele Teile drucken, in der Designphase unabhängig sein und Geld sparen wollen!
Inhaltsübersicht
Was ist der 3D Build Service?
Wie bestelle ich einen 3D Build?
Wie Sie Ihren 3D Build erstellen
Empfohlene Software für die Verschachtelung Ihres 3D Build
Verantwortlichkeit
Was ist der 3D Build Service?
Der 3D-Build-Service ermöglicht es Ihnen, eine komplette Baueinheit mit unseren HP MJF 5210Pro Druckern zu drucken.
Der 3D-Build-Service richtet sich vor allem an andere 3D-Druckdienste oder große Unternehmen, die eine große Menge gleicher oder unterschiedlicher Produkte herstellen wollen oder die einen momentanen oder ständigen Arbeitsüberhang oder Ausfallzeiten ausgleichen müssen.
Der Kunde hat somit Zugang zu einer einzigartigen Technologie und kann die volle oder teilweise Kapazität der HP MJF 5210Pro-Maschinen zu Festpreisen nutzen, die in der Branche wettbewerbsfähig sind, wobei er nach dem tatsächlichen Druckvolumen, der Dichte und der Höhe bezahlt.
Um diesen Service in Anspruch zu nehmen, muss der Kunde die Komponenten selbst verschachteln. Dieser Vorgang rechtfertigt die wettbewerbsfähigen und festen Kosten des Build, bei dem keine Kontrolle durch unsere Techniker erfolgt.
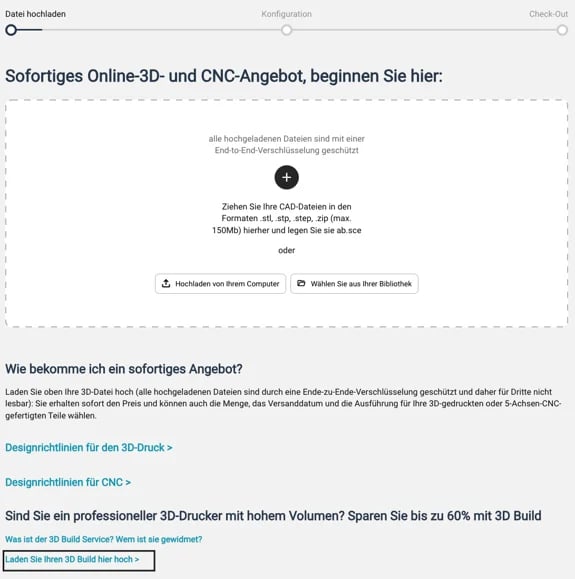
Wie bestelle ich einen 3D Build?
Um eine 3D-Build-Einheit zu bestellen, müssen Sie nur ein paar einfache Schritte befolgen, und schon können Sie alle Ihre Teile mit nur einem Klick drucken!
Vergewissern Sie sich, dass die 3D-Build-Funktion in Ihrem Profil aktiviert ist. Geben Sie den Abschnitt ein und starten Sie dann den Bestellvorgang. (Vergewissern Sie sich, dass Sie die 3D-Build-Option aktiviert haben)
Von dieser Seite aus können Sie den Vorgang abschließen, indem Sie eine .3mf- oder .STL-Datei hochladen (oder eine .zip-Datei, die .STL-Dateien enthält, die sich bereits im Bereich befinden) - Maximale Größe 500Mb
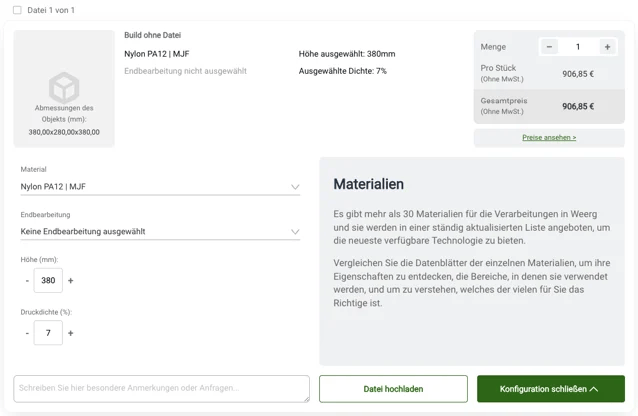
Fahren Sie dann mit der Konfiguration Ihres Builds fort und wählen Sie die verschiedenen Merkmale aus:
-
Materialien: Nylon PA12, Nylon PA11, Nylon PA12 GB, Nylon PA12 W
-
Oberflächen: Pulverbeschichtet, Grau Roh, Top Black™
-
Druckdichte (%): Während des Verschachtelns liefert Ihnen Ihr Programm Informationen über die Fülldichte Ihres Builds.
Die Dichte ist das Verhältnis zwischen dem tatsächlichen Volumen des zu druckenden Materials und dem Volumen des Druckbereichs, ausgedrückt in Prozent.
Bitte beachten Sie, dass die maximal zulässige Dichte für einen korrekten Druck 11% beträgt. -
Höhe (mm): Die Höhe kann zwischen 1 mm und 380 mm variieren.
-
Build Quantity: Wählen Sie die Menge im Konfigurator. Es wird Ihnen ein Versanddatum mit dem Preis pro Baueinheit angeboten.
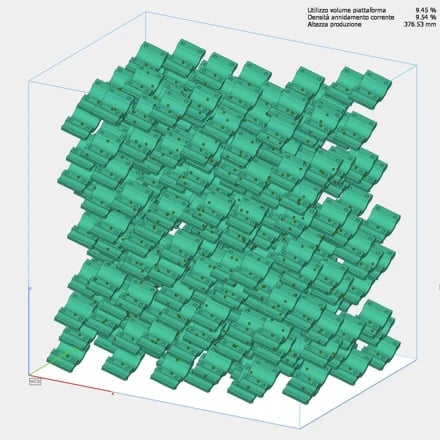
Wie Sie Ihren 3D Build erstellen
Um ein optimales Ergebnis in Bezug auf Toleranzen und Wiederholbarkeit zu erzielen, empfiehlt Weerg, beim Schachteln stets die folgenden Regeln zu beachten.
Nachfolgend finden Sie die Tipps, die sowohl vom Hersteller HP selbst als auch von unserer langjährigen Erfahrung im Umgang mit diesen Maschinen vorgeschlagen werden.
1) Die maximalen Abmessungen des Druckbereichs sind:
-
380x284x380mm (X, Y, Z)
2) Einige Tipps zum Abstand der im Build geladenen Teile (auf allen X-, Y- und Z-Achsen):
-
Teile über 100cm³: Abstand von mindestens 10mm
-
Teile kleiner als 100cm³: Abstand mindestens 5mm
-
Teile mit einer Dichte von mehr als 25%: Abstand von mindestens 10mm
-
Sehr sperrige und massive Teile in der Nähe von großen, ebenen Flächen können die Ebenheit der benachbarten Teile beeinträchtigen: wir empfehlen, den Abstand zu vergrößern
-
Wir empfehlen, Körper mit einer Dicke von mehr als 10 mm zu entleeren: dies verbessert die Ausbeute und verringert die Möglichkeit von Fehlern und/oder Unvollkommenheiten.
3) Füllen Sie die Fläche der Build Unit nicht vollständig aus, sondern treffen Sie einige Vorkehrungen an den Druckkanten (X- und Y-Achse):
-
Alle Teile: mindestens 10mm Abstand zu den Außenkanten
Die tatsächliche Größe der Druckplatte beträgt dann 360x260mm.
4) Dichte
-
1% bis 11% max. (5 bis 8% empfohlen)
❗Die Dichte ist das Verhältnis zwischen dem tatsächlichen Volumen des zu bedruckenden Materials und dem Volumen der Druckfläche, ausgedrückt in Prozent.
5) Die Positionierung der Teile innerhalb der Fläche kann ebenfalls für einen korrekten Druck oder aber für ästhetische Mängel verantwortlich sein. Hier sind einige Tipps zur Ausrichtung der Teile (nur X- und Y-Achse)
-
Um bessere Toleranzen und Oberflächen zu erzielen, wird empfohlen, ebene Flächen senkrecht zu Z um 20° in X und/oder 20° in Y zu kippen, wenn möglich, insbesondere solche, die in Z+ Richtung ausgerichtet sind.
Dadurch wird der durch die Druckschichten hervorgerufene "Schicht"-Effekt so weit wie möglich eingeschränkt, die mechanischen Eigenschaften des Teils werden verbessert und die Oberflächengüte und Toleranz aller Wände, die parallel zu Z verlaufen würden, wird erhöht.
Diese Methode wird insbesondere empfohlen, um die Exzentrizität von konstanten Umfängen wie Löchern, Stiften oder Rohren im Allgemeinen zu gewährleisten.
-
Richten Sie die "Fläche" des ästhetischen Teils in Z-Richtung aus (d. h. so, dass sie der Druckplatte zugewandt ist).
-
Richten Sie flache Oberflächen nicht in einem Winkel von weniger als 15° zur XY-Ebene aus, um unangenehme Oberflächeneffekte zu vermeiden. Wir empfehlen stattdessen, diese Teile flach auszurichten.
-
Bei Teilen mit großen, dünnen und großflächigen Oberflächen besteht immer die Gefahr des Warpage, ein Druckphänomen, das wir weder vorhersagen noch garantieren können. Um dieses Phänomen zu begrenzen, empfehlen wir Ihnen, Kapitel 10 unserer 3D-Druckrichtlinien zu lesen.
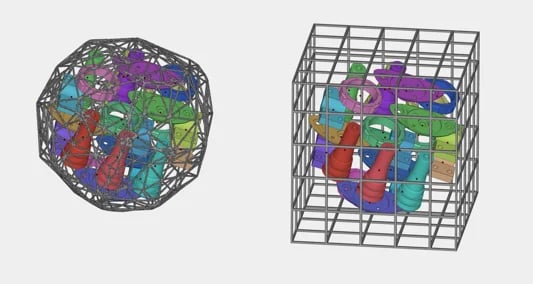
6) Wenn Sie viele kleine Teile drucken müssen, empfehlen wir Ihnen, Käfige zu erstellen, wie in der nachstehenden Abbildung gezeigt. So können Ihre Kleinteile während der Produktion nicht zerbrechen oder verloren gehen.
-
Alle Teile, die kleiner als 1 cm³ sind oder 2 oder mehr Seiten haben, die kleiner als 10 mm sind, müssen in Käfigen aufbewahrt werden. Diese müssen eine Maschenweite haben, die die Teile einschließt, damit sie bei der Reinigung nicht verloren gehen oder verlegt werden können.
Für die Gestaltung der einzelnen Dateien verweisen wir auf unsere spezielle Seite:
Empfohlene Software für die Verschachtelung Ihres 3D Build
Obwohl es viele Softwarepakete gibt, mit denen eine manuelle Verschachtelung durchgeführt werden kann (z.B. könnte man eine beliebige 3D-CAD-Software verwenden), neigen wir dazu, diese nicht zu empfehlen, da die Optimierung zu komplex ist, um von Hand korrekt und fehlerfrei durchgeführt zu werden.
Aus diesem Grund empfehlen wir die folgende automatische Software:
-
Fabpilot - kostenlose Testversion verfügbar
Verantwortlichkeit
Wir schließen jede Haftung für den Erfolg oder Misserfolg des Druckerzeugnisses aus, wenn es nicht den oben genannten Regeln entspricht.
Eine Überprüfung der Einhaltung der Schachtel- und Gestaltungsregeln der einzelnen Teile in der Druckvorstufe wird von uns nicht durchgeführt.
❗Weerg übernimmt keine Haftung für:
-
Brüche an dünnen Wänden von weniger als 1 mm;
-
Verformung/Verzug;
-
Elefanten-Phänomen;
-
Konstruktions- und Verschachtelungsfehler;
-
Ausrichtungsfehler;
-
Abstände zwischen den Teilen
Das Unternehmen haftet auch für Fehler bei der Schichtung, für Druckfehler, die auf den Drucker zurückzuführen sind, für Fälle, die außerhalb der Toleranzen liegen, und für Veredelungen, die nicht der beim Kauf gewählten Ausführung entsprechen.
Erfahren Sie mehr über 3D-BUILD aus dem speziellen Artikel auf unserem Blog.






