Guía para crear un Build 3D
Este es un servicio para ti si necesitas imprimir muchas piezas, ser independiente en la fase de diseño y ahorrar dinero.
¿Cómo puedo pedir una unidad 3D Build?
Software recomendados para anidar tu 3D Build
¿Qué es el servicio 3D Build?
El servicio 3D Build permite imprimir una Build Unit completa con nuestras impresoras HP MJF 5210Pro.
El servicio 3D Build está dirigido principalmente a otros Servicios de Impresión 3D o a grandes empresas, que quieran producir una gran cantidad de un mismo producto o de productos diferentes o que necesiten suplir un excedente momentáneo o constante de trabajo o tiempos muertos.
El cliente accede así a una tecnología única, pudiendo aprovechar la capacidad total o parcial de las máquinas HP MJF 5210Pro a precios fijos competitivos en el sector, pagando en función del volumen, densidad y altura reales de impresión.
Para adquirir este servicio, el cliente es responsable de la anidación de los propios componentes. Esta operación justifica el coste competitivo y fijo del Build, para el que nuestros técnicos no realizan ningún control.
¿Cómo puedo pedir una unidad 3D Build?
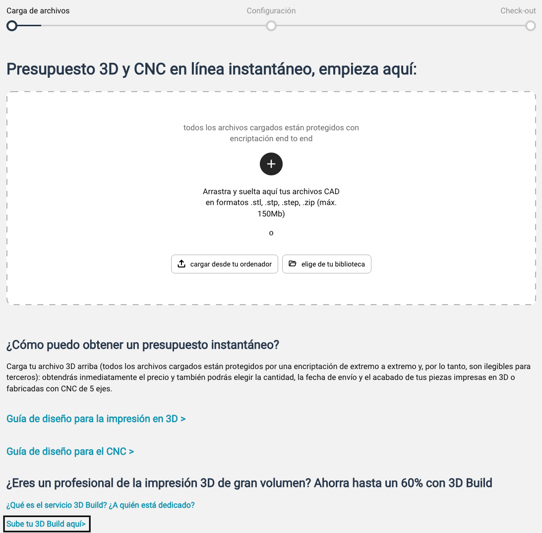
Para pedir una unidad de 3D Build, sólo tienes que seguir unos sencillos pasos y podrás imprimir todas tus piezas con un solo clic.
Asegúrate de que tienes la funcionalidad de 3D Build activa en tu cuenta. Entra en la sección e inicia el proceso de pedido. (asegúrate de tener activada la opción 3D Build)
Desde esta página puedes completar la operación subiendo un archivo .3mf o .STL (o un archivo .zip que contenga archivos .STL ya colocados en el espacio) - Tamaño máximo 500Mb
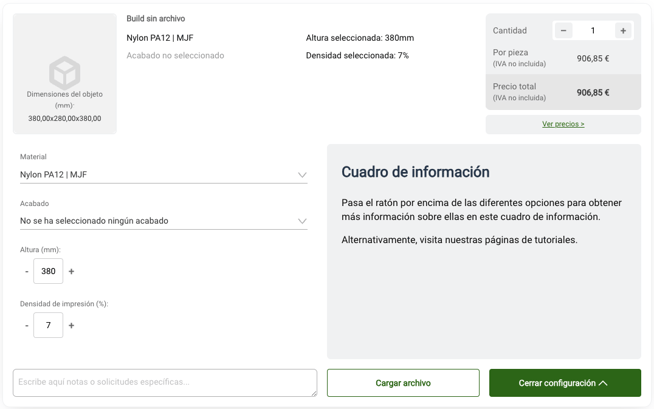
A continuación, procede a configurar tu Build, eligiendo las diferentes características:
-
Materiales: Nylon PA12, Nylon PA11, Nylon PA12 GB, Nylon PA12 W
-
Acabados: Pintado en polvo, Gris crudo, Negro Top™
-
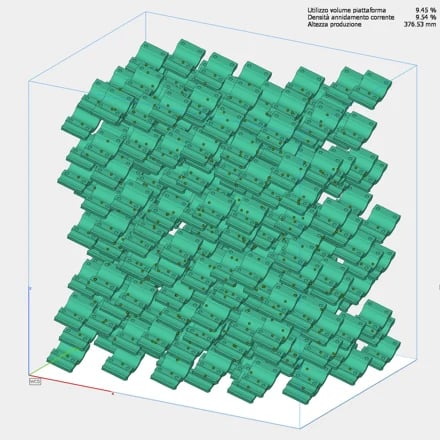
Densidad de impresión (%): durante el anidamiento, tu programa te proporcionará información sobre la densidad de llenado de tu Build.
La densidad es la relación entre el volumen real de material a imprimir y el volumen del área de impresión, expresada en porcentaje.
Ten en cuenta que la densidad máxima permitida para una impresión correcta es del 11%.
-
Altura (mm): la altura varía entre 1mm y 380mm.
-
Cantidad 3D Build: elige la cantidad en el Configurador. Se te ofrecerá una fecha de envío con el precio por unidad de 3D Build.
Cómo realizar tu 3D Build
Para conseguir un resultado óptimo en términos de tolerancias y repetibilidad, Weerg sugiere observar siempre las siguientes reglas a la hora de realizar el anidado.
Estos son los consejos sugeridos tanto por el propio fabricante HP como por nuestros muchos años de experiencia en el uso de estas máquinas.
1) Las dimensiones máximas del área de impresión son:
-
380x284x380mm (X, Y, Z)
2) Algunos consejos sobre cómo distanciar las piezas cargadas en la Build (en todos los ejes X, Y, Z):
-
Piezas superiores a 100cm³: distancia de al menos 10mm
-
Piezas menores de 100cm³: distancia de al menos 5mm
-
Piezas con una densidad superior al 25%: distancia de al menos 10mm
-
Las piezas muy voluminosas y macizas cercanas a grandes superficies planas pueden afectar a la planitud de las piezas vecinas: sugerimos aumentar su espaciado
-
Sugerimos vaciar las piezas de espesor superior a 10 mm: esto mejorará el rendimiento y reducirá la posibilidad de defectos y/o imperfecciones
3) No llenes completamente el área de la Unit Build, sin embargo ten cuidado en los bordes de impresión (ejes X e Y):
-
Todas las piezas: distancia mínima de 10 mm de los bordes exteriores.
Por lo tanto, las dimensiones reales del plano de impresión serán de 360x260 mm.
4) Densidad
-
Del 1% al 11% como máximo (se recomienda del 5 al 8%)
❗La densidad es la relación entre el volumen real de material que se va a imprimir y el volumen del área de impresión, expresada en porcentaje.
5) La colocación de las piezas dentro del área también puede determinar una impresión correcta o, por el contrario, defectos estéticos. Aquí presentamos algunos consejos sobre la orientación de las piezas (sólo en los ejes X e Y)
-
Para conseguir mejores tolerancias y superficies, se recomienda inclinar las superficies planas perpendiculares a Z 20° en X y/o 20° en Y, siempre que sea posible, especialmente las orientadas en la dirección Z+.
Esto limitará en la medida de lo posible el efecto "capa" dado por las capas de impresión, además de mejorar las características mecánicas de la pieza y mejorar el acabado y la tolerancia de todas las paredes que hubieran sido paralelas a Z.
Este método se sugiere en particular para asegurar la excentricidad de circunferencias constantes como agujeros, pasadores o tubos en general.
-
Orienta la "cara" de la pieza estética en la dirección Z- (es decir, de modo que esté orientada hacia la placa de impresión).
-
No orientes las superficies planas con un ángulo inferior a 15° respecto al plano XY para evitar efectos de acabado desagradables al tacto. En su lugar, recomendamos orientar estas piezas en plano.
-
Las piezas con superficies grandes, finas y alargadas siempre correrán el riesgo de warpage, un fenómeno de impresión que no podemos predecir ni garantizar. Para limitar este fenómeno, te sugerimos que leas el capítulo 10 de nuestras Directrices de impresión 3D.
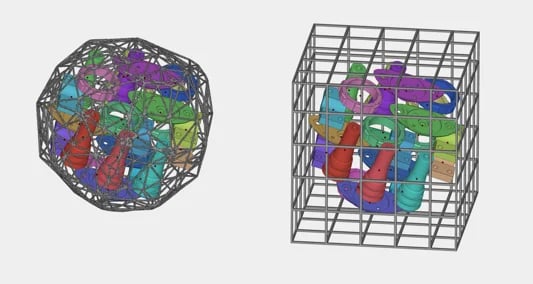
6) Si necesitas imprimir muchas piezas pequeñas, te recomendamos que crees jaulas de contención como en la imagen de abajo. Esto ayudará a que tus piezas pequeñas no se rompan o se pierdan durante la producción.
- Todas las piezas
menores de 1cm³ o con 2 o más lados menores de 10mm deben colocarse en jaulas de contención. Éstas deben tener el tamaño adecuado para contener las piezas, de modo que no se pierdan ni se extravíen durante la limpieza.
En cuanto al diseño de archivos individuales, te remitimos a nuestra página dedicada:
Software recomendados para anidar tu 3D Build
Aunque existen muchos paquetes de software con los que se puede realizar el nesting manual (por ejemplo, se podría utilizar cualquier software de CAD en 3D), tendemos a no recomendarlos porque la optimización es demasiado compleja para realizarla correctamente y sin errores a mano.
Por eso recomendamos los siguientes programas automáticos:
Responsabilidad
Excluimos toda responsabilidad por el éxito o fracaso del material impreso si no cumple las normas anteriores.
No realizaremos un control previo a la impresión para comprobar si se han cumplido o no las normas de anidado y diseño de las piezas individuales.
❗Weerg, en caso de no conformidad, no será responsable de:
-
Fracturas en paredes finas de menos de 1 mm;
-
Deformación/alabeo;
-
Fenómeno elephant;
-
Errores de diseño y anidamiento;
-
Errores de orientación;
-
Espaciado entre piezas.
Los defectos de estratificación, los defectos de impresión imputables a la impresora, los casos fuera de tolerancia, los acabados que no correspondan al seleccionado en el momento de la compra también serán responsabilidad del cliente.
Obtenga más información sobre el 3D BUILD del artículo específico en nuestro blog






