8 minuto leído
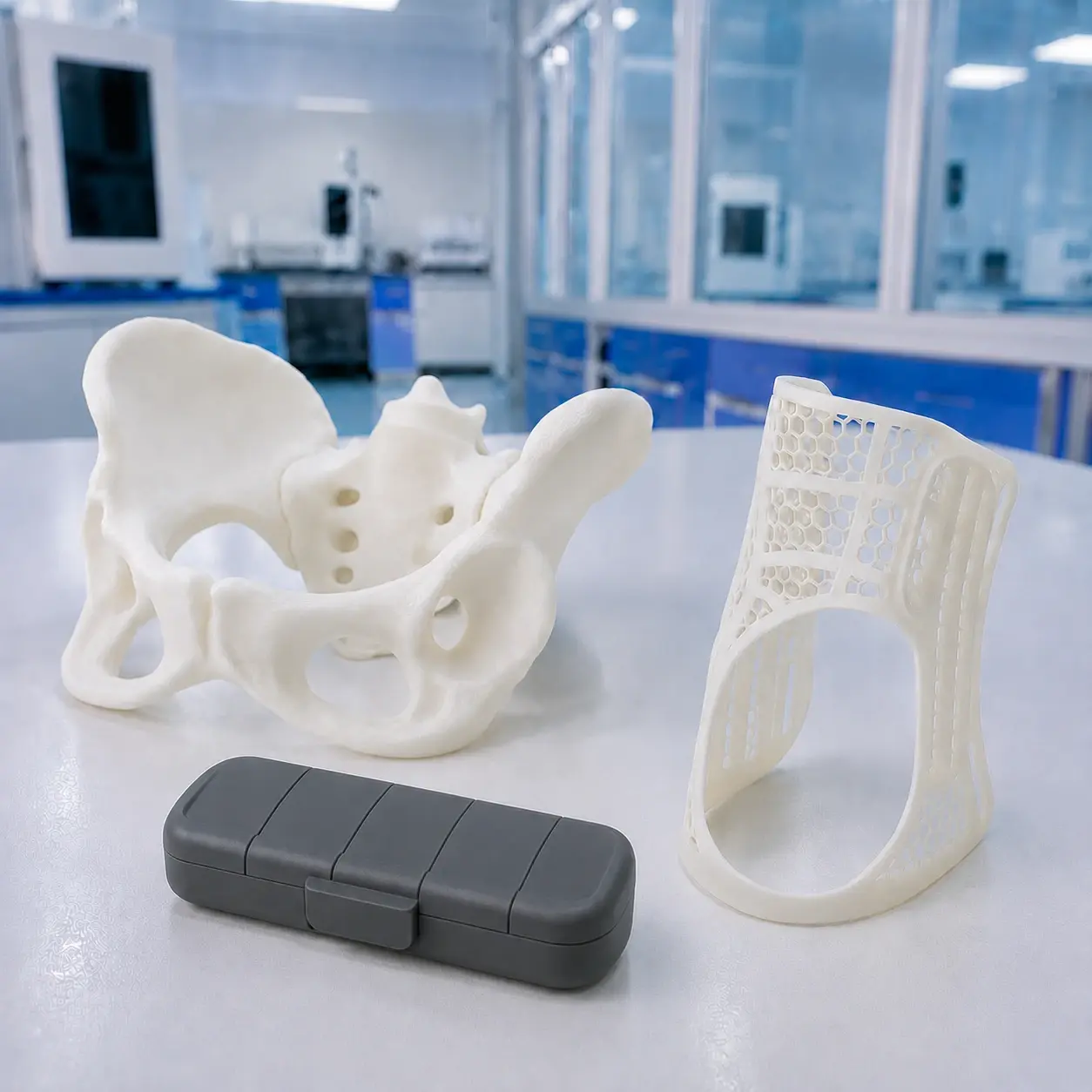
Biocompatibilidad y certificaciones en la impresión 3D médica
La impresión 3D médica ha pasado, en pocos años, de tecnología experimental de laboratorio a solución productiva consolidada. Instrumentos...
5 minuto leído
![]() Weerg staff
:
abr 14, 2026
Weerg staff
:
abr 14, 2026

La galvanización de una impresión en resina SLA triplica su carga de rotura, cuadruplica su rigidez y mejora la resistencia a la flexión en casi 10 veces. Este es el dato que convenció a Volkswagen de elegir la impresión 3D SLA — y no una impresora de metales — para producir los tapacubos del prototipo "Type 20". Ford la utiliza para construir prototipos del nuevo Explorer. Unilever y Serioplast la emplean para imprimir moldes con los que soplar frascos reales, reduciendo los costes en un 90%.
Tres marcas globales, un material: la resina SLA. Pero ¿qué es exactamente, cómo funciona y cuándo tiene sentido utilizarla en tu flujo de trabajo? Lo descubrimos en este artículo.
La impresión 3D SLA (estereolitografía) es una tecnología de fabricación aditiva que utiliza un láser ultravioleta para solidificar capas sucesivas de resina fotopolimérica líquida. Es la primera tecnología de impresión 3D jamás comercializada — patentada en los años 80 — y sigue siendo hoy uno de los estándares de referencia en calidad superficial y precisión dimensional.
Cómo funciona la impresión SLA:
El resultado es un objeto con un acabado superficial extremadamente liso, detalles finos y geometrías complejas que serían difíciles de obtener con otros procesos. Las impresoras SLA de gran formato permiten producir piezas de dimensiones significativas manteniendo la misma calidad.

Elegir la tecnología de impresión 3D adecuada depende de la aplicación. A continuación, una comparativa directa entre las tres tecnologías más utilizadas en el mundo industrial:
| Característica | SLA | FDM | SLS |
|---|---|---|---|
| Principio | Láser UV sobre resina líquida | Filamento fundido capa por capa | Láser sobre polvo de nylon |
| Acabado superficial | Liso, casi isotrópico | Líneas de capa visibles | Granular, pero uniforme |
| Precisión dimensional | Muy alta | Media | Alta |
| Detalle geométrico | Excelente | Limitado | Bueno |
| Impermeabilidad | Sí | No (piezas porosas) | No (piezas porosas) |
| Compatibilidad galvánica | Excelente | Escasa | Escasa |
| Materiales disponibles | Resinas estándar, rígidas, flexibles, biocompatibles, resistentes al calor | PLA, ABS, PETG, TPU, compuestos | PA-12 (Nylon), PA-11, TPU |
| Ideal para | Prototipos estéticos, moldes, galvanización, joyería, piezas médicas | Prototipos funcionales rápidos, uso interno | Piezas mecánicas funcionales, producción en serie sin soportes |
| Coste por pieza | Medio-alto | Bajo | Medio-alto |
| Postprocesado | Necesario (lavado + UV) | Mínimo | Necesario (limpieza de polvo) |
La diferencia clave entre SLA y FDM reside en la porosidad: las piezas FDM y SLS no son impermeables, mientras que las SLA sí lo son. Esto las hace ideales para la galvanización — como hizo Volkswagen — y para moldes en contacto con líquidos o con materiales a alta presión, como en el caso de Unilever.
Para el prototipo "Type 20" — una reinterpretación en clave moderna del clásico microbús VW de 1962 — los diseñadores de Volkswagen se enfrentaban a un problema: las llantas de aluminio fundido, producidas con diseño generativo en colaboración con Autodesk, requerían tapacubos con geometrías orgánicas imposibles de fabricar rápidamente en metal.
La solución: imprimir los tapacubos en resina con una impresora 3D SLA de escritorio Formlabs y luego galvanizarlos con una capa de níquel de aproximadamente 10 micras.
¿El resultado? Piezas de apariencia completamente metálica, producidas en poco tiempo siguiendo cada iteración de diseño, con limitaciones geométricas mínimas. Las pruebas demostraron que la galvanización sobre SLA:
Los metales utilizables para la galvanización sobre SLA incluyen níquel (resistencia a la corrosión), cobre (conductividad eléctrica) y oro (acabado estético a bajo coste). Las superficies realzadas pueden pulirse hasta obtener un acabado especular, mientras que las zonas texturizadas permanecen mate — como en los tapacubos VW — creando contrastes visuales sofisticados.
La planta de Ford en Merkenich, cerca de Colonia, es el centro neurálgico del desarrollo de vehículos europeos de la marca — desde el Fiesta hasta el nuevo Explorer, el primer Ford totalmente eléctrico para Europa. Merkenich fue también la primera planta europea en adoptar una impresora SLA, allá por 1994.
Hoy, el centro de tecnología rápida utiliza impresoras SLA principalmente para prototipos de diseño que requieren alta calidad superficial e iteraciones rápidas. Entre los componentes prototipados en SLA para el nuevo Explorer: carcasas de los retrovisores, piezas exteriores de la carrocería y componentes interiores.
"Hace unos años se tardaban días en imprimir las piezas; hoy lo conseguimos en cuestión de minutos", declaró Bruno Alves, experto en fabricación aditiva de Ford. "De esta forma, los equipos de ingeniería no tienen miedo de crear nuevos diseños o nuevas iteraciones."
La Form 3L — con su gran volumen de impresión — permite producir prototipos de elementos de carrocería en una sola pieza. La Form 4, de la que Merkenich fue tester beta, ha acelerado aún más el flujo de trabajo, permitiendo al equipo atender solicitudes urgentes incluso a nivel internacional, con envíos nocturnos al centro técnico de Dunton en el Reino Unido.
Para las piezas mecánicas más complejas, como la tapa del compartimento de carga — un conjunto tan intrincado que no puede producirse con otros métodos — Ford utiliza la impresión SLS (Fuse 1+ 30W con PA-12). Las dos tecnologías se complementan: SLA para estética y acabado, SLS/MJF para funcionalidad mecánica.

Unilever — el grupo propietario de Dove, Domestos, Cif, Knorr y decenas de otras marcas — debe desarrollar y probar constantemente nuevos envases. Para un frasco de PET, el paso del diseño digital a la línea de producción requería tradicionalmente entre 6 y 12 semanas y costes de entre 2.500 y 10.000 € por un molde de metal.
En colaboración con Serioplast Global Services — uno de los principales fabricantes mundiales de frascos rígidos de plástico, con 4.000 millones de unidades al año — Unilever desarrolló un nuevo flujo de trabajo basado en moldes impresos en 3D con Form 3L y Rigid 10K Resin, para su uso directo en máquinas industriales de moldeo por estiramiento y soplado (SBM).
La Rigid 10K Resin — un material reforzado con vidrio con una temperatura de deflexión térmica de 218 °C y un módulo elástico de 10.000 MPa — resiste presiones de hasta 30 bar y las temperaturas del proceso SBM, garantizando cientos de ciclos con alta repetibilidad.
Los resultados:
| Métrica | Molde metálico CNC | Molde en resina SLA |
|---|---|---|
| Tiempo de prueba piloto | 6-8 semanas | 2 semanas |
| Coste del utillaje | 2.500-10.000 € | 500-1.000 € |
| Reducción de tiempos | - | -70% |
| Reducción de costes | - | -90% |
"Con el molde fabricado en 3D, podemos reducir los tiempos en un 70% y los costes en un 90% respecto a un molde estándar. Si antes había que esperar hasta 12 semanas por un solo diseño, ahora podemos fabricar cinco", declaró Flavio Migliarelli, responsable de diseño de Serioplast.
Los frascos producidos con moldes SLA son visualmente indistinguibles de los fabricados con moldes de metal, y pueden utilizarse para pruebas reales con consumidores, validación de la línea de llenado y pruebas de tapado.
A partir de los tres casos de estudio y de las características tecnológicas, la resina SLA es la elección correcta cuando necesitas:
Si la pieza debe presentarse a un cliente, fotografiarse, exponerse o galvanizarse, la SLA garantiza un acabado que FDM y SLS no pueden replicar sin un postprocesado intensivo.
La superficie lisa e impermeable de la SLA es la base ideal para tratamientos galvánicos con níquel, cobre u oro. Como demostró Volkswagen, el resultado final tiene características mecánicas superiores a las de la resina sola y un aspecto completamente metálico.
Con resinas de alta rigidez, puedes producir moldes para inyección, soplado o termoformado en 2 días en lugar de 6–8 semanas — tal como hizo Unilever.
La SLA no tiene las limitaciones de deposición del FDM y admite estructuras delgadas, detalles finos (hasta 0,5 mm, como en los frascos de Unilever) y formas orgánicas libres.
Con la generación actual de impresoras SLA, los tiempos de impresión se miden en horas, no en días. Ford lo utiliza para responder a solicitudes urgentes en el transcurso de una sola jornada laboral.
Cuándo no es la elección ideal
Cuando necesitas piezas funcionales en nylon para pruebas mecánicas intensivas (→ MJF), o cuando quieres prototipado rápido a bajo coste sin requisitos estéticos particulares (→ FDM).
Para orientarte en la elección del material más adecuado para tu aplicación específica, puedes utilizar el asistente de materiales de Weerg, que te guía entre las opciones disponibles según las características de tu pieza.
Has visto lo que hacen con la resina SLA los equipos de ingeniería de Volkswagen, Ford y Unilever. Ahora imagina lo que puedes hacer tú — con los mismos materiales, la misma tecnología y sin necesidad de invertir en equipos propios.
Con Weerg puedes cargar tu archivo 3D, obtener un presupuesto instantáneo y recibir piezas en resina SLA de calidad industrial directamente en tu domicilio u oficina. Hoy con un 50% de descuento.
8 minuto leído
La impresión 3D médica ha pasado, en pocos años, de tecnología experimental de laboratorio a solución productiva consolidada. Instrumentos...

7 minuto leído
La poliammide, conocida comercialmente como nylon, es uno de los tecnopolímeros más utilizados en la industria.
En esta guía analizamos los...
9 minuto leído
Elegir el material más adecuado para un componente aeroespacial es una de las decisiones de diseño más delicadas. Cada gramo incide en el consumo de...