8 minutes de lecture
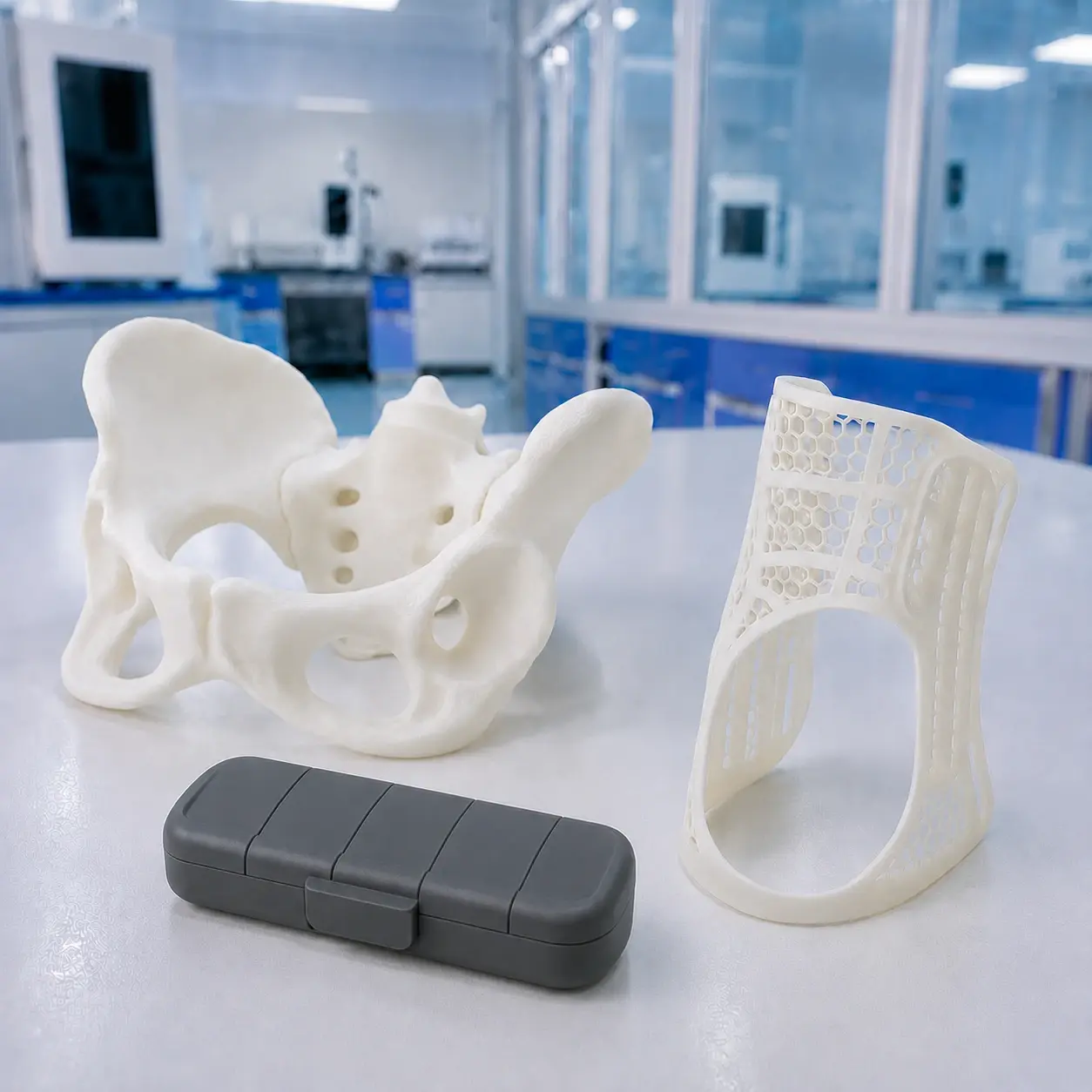
Biocompatibilité et certifications dans l'impression 3D médicale
L'impression 3D médicale est passée, en quelques années, de technologie expérimentale de laboratoire à solution de production consolidée. Instruments...
6 minutes de lecture
![]() Weerg staff
:
avr. 14, 2026
Weerg staff
:
avr. 14, 2026

La galvanisation d'une impression en résine SLA triple sa charge de rupture, quadruple sa rigidité et améliore la résistance à la flexion de près de 10 fois. C'est ce constat qui a convaincu Volkswagen de choisir l'impression 3D SLA — et non une imprimante métal — pour produire les enjoliveurs du prototype « Type 20 ». Ford l'utilise pour construire les prototypes du nouvel Explorer. Unilever et Serioplast s'en servent pour imprimer des moules destinés au soufflage de véritables flacons, réduisant les coûts de 90 %.
Trois marques mondiales, un seul matériau : la résine SLA. Mais qu'est-ce exactement, comment fonctionne-t-elle et quand est-il pertinent de l'utiliser dans votre flux de travail ? Découvrons-le dans cet article.
L'impression 3D SLA (stéréolithographie) est une technologie de fabrication additive qui utilise un laser ultraviolet pour solidifier des couches successives de résine photopolymère liquide. C'est la première technologie d'impression 3D jamais commercialisée — brevetée dans les années 1980 — et elle demeure aujourd'hui l'une des références en matière de qualité de surface et de précision dimensionnelle.
Comment fonctionne l'impression SLA ?
Le résultat est un objet doté d'un état de surface extrêmement lisse, de détails fins et de géométries complexes qui seraient difficiles à obtenir avec d'autres procédés. Les imprimantes SLA grand format permettent de produire des pièces de dimensions significatives tout en conservant la même qualité.

Choisir la bonne technologie d'impression 3D dépend de l'application. Voici une comparaison directe des trois technologies les plus répandues dans le monde industriel :
| Caractéristique | SLA | FDM | SLS |
|---|---|---|---|
| Principe | Laser UV sur résine liquide | Filament fondu couche par couche | Laser sur poudre de nylon |
| Finition de surface | Lisse, quasi isotrope | Lignes de couches visibles | Granuleux, mais uniforme |
| Précision dimensionnelle | Très élevée | Moyenne | Élevée |
| Détails géométriques | Excellente | Limité | Bon |
| Imperméabilité | Oui | Non (parties poreuses) | Non (pièces poreuses) |
| Compatibilité galvanique | Excellente | Médiocre | Médiocre |
| Matériaux disponibles | Résines standard, rigides, flexibles, biocompatibles, résistantes à la chaleur | PLA, ABS, PETG, TPU, composites | PA-12 (Nylon), PA-11, TPU |
| Idéal pour | Prototypes esthétiques, moules, galvanisation, bijouterie, pièces médicales | Prototypes fonctionnels rapides, usage interne | Pièces mécaniques fonctionnelles, production en série sans supports |
| Coût par pièce | Moyen-élevé | Faible | Moyen-élevé |
| Post-traitement | Nécessaire (lavage + UV) | Minimal | Nécessaire (nettoyage de la poudre) |
La différence clé entre SLA et FDM réside dans la porosité : les pièces FDM et SLS ne sont pas étanches, tandis que les pièces SLA le sont. Cela les rend idéales pour la galvanisation — comme l'a fait Volkswagen — et pour les moules en contact avec des liquides ou des matériaux sous haute pression, comme dans le cas d'Unilever.
Pour le prototype « Type 20 » — une réinterprétation moderne du célèbre microbus VW de 1962 — les designers de Volkswagen faisaient face à un défi : les jantes en aluminium coulé, produites avec un design génératif en collaboration avec Autodesk, nécessitaient des enjoliveurs aux géométries organiques impossibles à fabriquer rapidement en métal.
La solution : imprimer les enjoliveurs en résine sur une imprimante 3D SLA de bureau Formlabs, puis les galvaniser avec une couche de nickel d'environ 10 microns.
Le résultat ? Des pièces d'apparence entièrement métallique, produites rapidement en suivant chaque itération de design, avec des contraintes géométriques minimales. Les tests ont démontré que la galvanisation sur SLA :
Les métaux utilisables pour la galvanisation sur SLA comprennent le nickel (résistance à la corrosion), le cuivre (conductivité électrique) et l'or (finition esthétique à faible coût). Les surfaces en relief peuvent être polies comme un miroir, tandis que les zones gaufrées restent mates — comme sur les enjoliveurs VW — créant des contrastes visuels sophistiqués.
L'usine Ford de Merkenich, près de Cologne, est le cœur du développement des véhicules européens de la marque — de la Fiesta au nouvel Explorer, la première Ford entièrement électrique pour l'Europe. Merkenich a également été la première usine européenne à adopter une imprimante SLA, dès 1994.
Aujourd'hui, le centre de technologie rapide utilise les imprimantes SLA principalement pour des prototypes de design nécessitant une haute qualité de surface et des itérations rapides. Parmi les composants prototypés en SLA pour le nouvel Explorer : les coques de rétroviseurs, les pièces de carrosserie extérieure et les composants intérieurs.
« Il y a quelques années, il fallait des jours pour imprimer les pièces ; aujourd'hui nous y parvenons en quelques minutes », a déclaré Bruno Alves, expert en fabrication additive chez Ford. « Ainsi, les équipes d'ingénierie n'ont pas peur de créer de nouveaux designs ou de nouvelles itérations. »
La Form 3L — avec son grand volume d'impression — permet de produire des prototypes d'éléments de carrosserie en une seule pièce. La Form 4, dont Merkenich a été testeur bêta, a encore accéléré le flux de travail, permettant à l'équipe de répondre à des demandes urgentes même à l'international, avec des expéditions de nuit vers le centre technique de Dunton au Royaume-Uni.
Pour les pièces mécaniques plus complexes, comme le cache du compartiment de recharge — un assemblage si complexe qu'il ne peut être produit par d'autres méthodes — Ford utilise l'impression SLS (Fuse 1+ 30W avec PA-12). Les deux technologies se complètent : SLA pour l'esthétique et la finition, SLS/MJF pour la fonctionnalité mécanique.

Unilever — le groupe propriétaire de Dove, Domestos, Cif, Knorr et des dizaines d'autres marques — doit constamment développer et tester de nouveaux emballages. Pour un flacon en PET, le passage du design numérique à la ligne de production nécessitait traditionnellement 6 à 12 semaines et des coûts compris entre 2 500 et 10 000 € pour un moule en métal.
En collaboration avec Serioplast Global Services — l'un des principaux fabricants mondiaux de flacons rigides en plastique, avec 4 milliards de pièces par an — Unilever a développé un nouveau flux de travail basé sur des moules imprimés en 3D réalisés avec la Form 3L et la Rigid 10K Resin, destinés à être utilisés directement dans des machines industrielles de soufflage-étirage (SBM).
La Rigid 10K Resin — un matériau renforcé de verre avec une température de déflexion thermique de 218 °C et un module élastique de 10 000 MPa — résiste à des pressions allant jusqu'à 30 bar et aux températures du procédé SBM, garantissant des centaines de cycles avec une haute répétabilité.
Les résultats :
| Indicateur | Moule métal CNC | Moule en résine SLA |
|---|---|---|
| Délai de test pilote | 6-8 semaines | 2 semaines |
| Coût d'outillage | 2.500-10.000 € | 500-1.000 € |
| Réduction des délais | - | -70% |
| Réduction des coûts | - | -90% |
« Avec le moule fabriqué en 3D, nous pouvons réduire les délais de 70 % et les coûts de 90 % par rapport à un moule standard. Là où il fallait auparavant attendre jusqu'à 12 semaines pour un seul design, nous pouvons désormais en réaliser cinq », a déclaré Flavio Migliarelli, responsable design de Serioplast.
Les flacons produits avec des moules SLA sont visuellement indiscernables de ceux issus de moules métalliques, et peuvent être utilisés pour de véritables tests consommateurs, la validation de la ligne de remplissage et les tests de bouchage.
Sur la base des trois études de cas et des caractéristiques technologiques, la résine SLA est le bon choix lorsque vous avez besoin :
Si la pièce doit être présentée à un client, photographiée, exposée ou galvanisée, la SLA garantit une finition que FDM et SLS ne peuvent pas reproduire sans un post-traitement intensif.
La surface lisse et imperméable de la SLA constitue la base idéale pour les traitements galvaniques au nickel, au cuivre ou à l'or. Comme l'a démontré Volkswagen, le résultat final présente des caractéristiques mécaniques supérieures à celles de la résine seule et un aspect entièrement métallique.
Avec des résines à haute rigidité, vous pouvez produire des moules pour injection, soufflage ou thermoformage en 2 jours au lieu de 6 à 8 semaines — comme l'a fait Unilever.
La SLA ne présente pas les limitations de dépôt du FDM et prend en charge les structures fines, les détails fins (jusqu'à 0,5 mm, comme sur les flacons Unilever) et les formes organiques libres.
Avec la génération actuelle d'imprimantes SLA, les temps d'impression se mesurent en heures et non en jours. Ford l'utilise pour répondre à des demandes urgentes dans le courant d'une seule journée de travail.
Quand ce n'est pas le choix idéal
Lorsque vous avez besoin de pièces fonctionnelles en nylon pour des tests mécaniques intensifs (→ MJF), ou lorsque vous souhaitez prototyper rapidement à faible coût sans exigences esthétiques particulières (→ FDM).
Pour vous orienter dans le choix du matériau le plus adapté à votre application spécifique, vous pouvez utiliser l'assistant matériaux de Weerg, qui vous guide parmi les options disponibles en fonction des caractéristiques de votre pièce.
Vous avez vu ce que font avec la résine SLA les équipes d'ingénierie de Volkswagen, Ford et Unilever. Imaginez maintenant ce que vous pouvez faire — avec les mêmes matériaux, la même technologie, et sans avoir à investir dans votre propre équipement.
Avec Weerg, vous pouvez télécharger votre fichier 3D, obtenir un devis instantané et recevoir des pièces en résine SLA de qualité industrielle directement chez vous ou au bureau. Aujourd'hui avec une remise de 50 %.
8 minutes de lecture
L'impression 3D médicale est passée, en quelques années, de technologie expérimentale de laboratoire à solution de production consolidée. Instruments...

7 minutes de lecture
Le polyamide, commercialement connu sous le nom de nylon, est l'un des technopolymères les plus répandus dans l'industrie.
Dans ce guide, nous ...
9 minutes de lecture
Choisir le matériau le plus adapté à un composant aérospatial est l'une des décisions de conception les plus délicates. Chaque gramme influe sur la...