7 minuutin luku
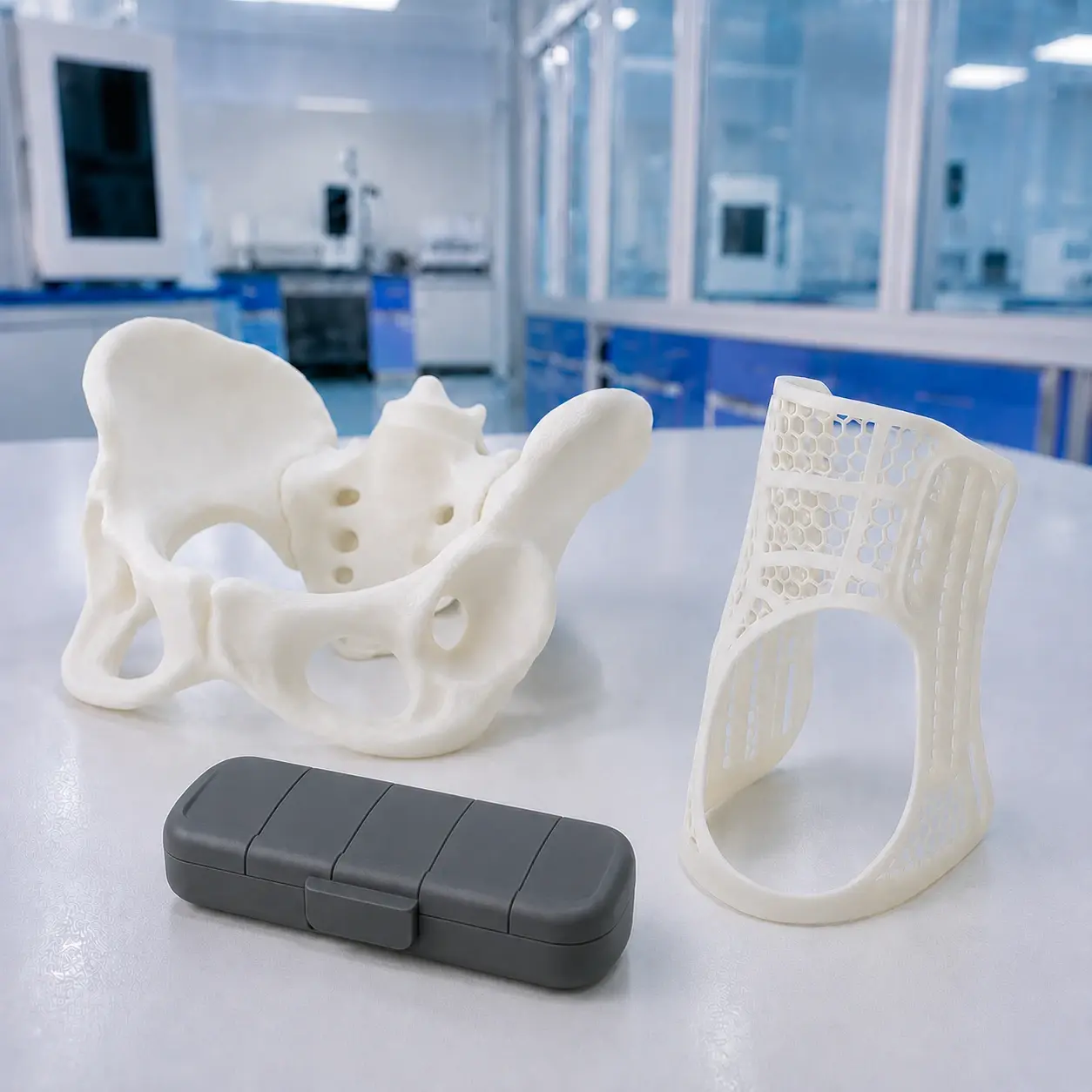
Biokompatibilität und Zertifizierungen im medizinischen 3D-Druck
Der medizinische 3D-Druck hat sich in wenigen Jahren von einer experimentellen Labortechnologie zu einer etablierten Produktionslösung entwickelt....
5 minute gelesen
![]() Weerg staff
:
Apr 14, 2026
Weerg staff
:
Apr 14, 2026

Die Galvanisierung eines SLA-Harzdrucks verdreifacht seine Bruchlast, vervierfacht seine Steifigkeit und verbessert die Biegesteifigkeit um fast das Zehnfache. Diese Erkenntnis hat Volkswagen davon überzeugt, den SLA-3D-Druck — und keine Metalldruckanlage — zur Herstellung der Radkappen für den Prototyp „Type 20" zu wählen. Ford nutzt ihn für Prototypen des neuen Explorer. Unilever und Serioplast drucken damit Formen zum Blasen echter Flaschen und senken die Kosten um 90 %.
Drei globale Marken, ein Material: SLA-Harz. Aber was genau ist es, wie funktioniert es und wann ist sein Einsatz in Ihrem Workflow sinnvoll? Das erfahren Sie in diesem Artikel.
Der SLA-3D-Druck (Stereolithografie) ist eine additive Fertigungstechnologie, die einen Ultraviolettlaser verwendet, um aufeinanderfolgende Schichten aus flüssigem Fotopolymerharz zu verfestigen. Es ist die erste jemals kommerzialisierte 3D-Drucktechnologie — in den 1980er Jahren patentiert — und gilt bis heute als einer der Referenzstandards für Oberflächenqualität und Maßgenauigkeit.
So funktioniert der SLA-Druck:
Das Ergebnis ist ein Objekt mit einer extrem glatten Oberfläche, feinen Details und komplexen Geometrien, die mit anderen Verfahren nur schwer zu erreichen wären. Großformat-SLA-Drucker ermöglichen die Herstellung von Bauteilen beachtlicher Größe bei gleichbleibender Qualität.

Die Wahl der richtigen 3D-Drucktechnologie hängt von der jeweiligen Anwendung ab. Hier ist ein direkter Vergleich der drei am weitesten verbreiteten Technologien in der Industrie:
| Merkmal | SLA | FDM | SLS |
|---|---|---|---|
| Prinzip | UV-Laser auf flüssigem Harz | Geschmolzenes Filament, Schicht für Schicht | Laser auf Nylonpulver |
| Oberflächengüte | Glatt, nahezu isotrop | Schichtlinien sichtbar | Körnig, aber gleichmäßig |
| Maßgenauigkeit | Sehr hoch | Mittel | Hoch |
| Geometrisches Detail | Hervorragend | Begrenzt | Gut |
| Wasserdichtigkeit | Ja | Nein (poröse Teile) | Nein (poröse Teile) |
| Galvanische Kompatibilität | Hervorragend |
Schlecht | Schlecht |
| Verfügbare Materialien | Standard-, Starre, flexible, biokompatible, hitzebeständige Harze | PLA, ABS, PETG, TPU, Verbundwerkstoffe | PA-12 (Nylon), PA-11, TPU |
| Ideal für | Ästhetische Prototypen, Formen, Galvanisierung, Schmuck, medizinische Teile | Schnelle Funktionsprototypen, interner Gebrauch | Funktionale Maschinenteile, Serienproduktion ohne Stützstrukturen |
| Kosten pro Teil | Mittel-hoch | Niedrig | Mittel-hoch |
| Nachbearbeitung | Erforderlich (Waschen + UV) | Minimal | Erforderlich (Pulverreinigung) |
Der entscheidende Unterschied zwischen SLA und FDM liegt in der Porosität: FDM- und SLS-Teile sind nicht wasserdicht, SLA-Teile hingegen schon. Dies macht sie ideal für die Galvanisierung — wie Volkswagen es getan hat — und für Formen, die mit Flüssigkeiten oder Hochdruckmaterialien in Kontakt kommen, wie im Fall von Unilever.
Für den Prototyp „Type 20" — eine moderne Neuinterpretation des klassischen VW-Busses von 1962 — standen die Designer von Volkswagen vor einem Problem: Die Aluminiumgussfelgen, die mithilfe von generativem Design in Zusammenarbeit mit Autodesk gefertigt wurden, erforderten Radkappen mit organischen Geometrien, die in Metall nicht schnell herzustellen waren.
Die Lösung: Die Radkappen wurden auf einem Formlabs SLA-Desktop-3D-Drucker in Harz gedruckt und anschließend mit einer etwa 10 Mikron dicken Nickelschicht galvanisiert.
Das Ergebnis? Teile mit vollständig metallischem Erscheinungsbild, die in kurzer Zeit produziert wurden und jede Designiteration begleiten konnten — bei minimalen geometrischen Einschränkungen. Tests haben gezeigt, dass die Galvanisierung auf SLA:
Für die Galvanisierung auf SLA geeignete Metalle sind Nickel (Korrosionsbeständigkeit), Kupfer (elektrische Leitfähigkeit) und Gold (kostengünstige ästhetische Veredelung). Erhabene Flächen können auf Hochglanz poliert werden, während strukturierte Bereiche matt bleiben — wie bei den VW-Radkappen — und so anspruchsvolle visuelle Kontraste erzeugen.
Das Ford-Werk in Merkenich bei Köln ist das Herzstück der europäischen Fahrzeugentwicklung der Marke — vom Fiesta bis zum neuen Explorer, dem ersten vollelektrischen Ford für Europa. Merkenich war auch das erste europäische Werk, das bereits 1994 einen SLA-Drucker einsetzte.
Heute verwendet das Rapid-Technology-Center SLA-Drucker hauptsächlich für Designprototypen, die eine hohe Oberflächenqualität und schnelle Iterationen erfordern. Zu den in SLA gefertigten Prototypenteilen für den neuen Explorer gehören: Spiegelgehäuse, Außenkarosserieteile und Innenraumkomponenten.
„Vor einigen Jahren dauerte es Tage, um Teile zu drucken; heute schaffen wir das in wenigen Minuten", erklärte Bruno Alves, Experte für additive Fertigung bei Ford. „Dadurch haben die Ingenieurteams keine Scheu, neue Designs oder neue Iterationen zu entwickeln."
Die Form 3L — mit ihrem großen Bauraum — ermöglicht die Herstellung von Karosserieprototypen in einem einzigen Stück. Die Form 4, für die Merkenich als Beta-Tester fungierte, hat den Workflow weiter beschleunigt und es dem Team ermöglicht, dringende Anfragen auch grenzüberschreitend zu erfüllen — mit Overnight-Lieferungen an das Technologiezentrum in Dunton im Vereinigten Königreich.
Für komplexere Maschinenteile, wie die Abdeckung des Ladeanschlusses — eine Baugruppe, die so komplex ist, dass sie mit anderen Verfahren nicht hergestellt werden kann — setzt Ford auf SLS-Druck (Fuse 1+ 30W mit PA-12). Beide Technologien ergänzen sich: SLA für Ästhetik und Oberflächenqualität, SLS/MJF für mechanische Funktionalität.

Unilever — der Konzern hinter Dove, Domestos, Cif, Knorr und Dutzenden weiterer Marken — muss ständig neue Verpackungen entwickeln und testen. Für eine PET-Flasche erforderte der Weg vom digitalen Design bis zur Produktionslinie traditionell 6 bis 12 Wochen und Kosten zwischen 2.500 und 10.000 € für eine Metallform.
In Zusammenarbeit mit Serioplast Global Services — einem der weltweit führenden Hersteller von Hartkunststoffflaschen mit 4 Milliarden Stück pro Jahr — entwickelte Unilever einen neuen Workflow auf Basis von 3D-gedruckten Formen, hergestellt mit der Form 3L und Rigid 10K Resin, die direkt in industriellen Streckblas-Maschinen (SBM) eingesetzt werden.
Das Rigid 10K Resin - ein glasfaserverstärktes Material mit einer Wärmeformbeständigkeitstemperatur von 218 °C und einem Elastizitätsmodul von 10.000 MPa — hält Drücken von bis zu 30 bar und den Temperaturen des SBM-Prozesses stand und gewährleistet Hunderte von Zyklen mit hoher Wiederholgenauigkeit.
Die Ergebnisse:
| Kennzahl | CNC-Metallform | SLA-Harzform |
|---|---|---|
| Pilottestlaufzeit | 6-8 Wochen | 2 Wochen |
| Werkzeugkosten | 2.500-10.000 € | 500-1.000 € |
| Zeitersparnis | - | -70% |
| Kostenersparnis | - | -90% |
„Mit der 3D-gedruckten Form können wir die Vorlaufzeiten um 70 % und die Kosten um 90 % gegenüber einer Standardform reduzieren. Musste man früher bis zu 12 Wochen auf ein einziges Design warten, können wir jetzt fünf realisieren", erklärte Flavio Migliarelli, Designleiter bei Serioplast.
Mit SLA-Formen hergestellte Flaschen sind optisch nicht von solchen aus Metallformen zu unterscheiden und können für echte Verbrauchertests, die Validierung der Abfülllinie und Verschlusstests verwendet werden.
Auf Grundlage der drei Fallstudien und der technologischen Eigenschaften ist SLA-Harz die richtige Wahl, wenn Sie Folgendes benötigen:
Wenn das Bauteil einem Kunden präsentiert, fotografiert, ausgestellt oder galvanisiert werden soll, garantiert SLA eine Oberflächengüte, die FDM und SLS ohne aufwändige Nachbearbeitung nicht erreichen können.
Die glatte und wasserdichte Oberfläche von SLA ist die ideale Grundlage für galvanische Behandlungen mit Nickel, Kupfer oder Gold. Wie Volkswagen gezeigt hat, weist das Endergebnis bessere mechanische Eigenschaften als reines Harz auf und sieht vollständig metallisch aus.
Mit hochsteifen Harzen können Sie Spritzguss-, Blas- oder Thermoformwerkzeuge in 2 Tagen statt in 6 bis 8 Wochen herstellen — genau wie Unilever es getan hat.
SLA hat nicht die Abscheideeinschränkungen von FDM und unterstützt dünne Strukturen, feine Details (bis zu 0,5 mm, wie bei den Unilever-Flaschen) und frei geformte organische Formen.
Mit der aktuellen Generation von SLA-Druckern werden die Druckzeiten in Stunden gemessen, nicht in Tagen. Ford nutzt dies, um dringende Anfragen innerhalb eines einzigen Arbeitstages zu erfüllen.
Wann es nicht die ideale Wahl ist
Wenn Sie funktionale Nylonteile für intensive mechanische Tests benötigen (→ MJF) oder wenn Sie schnell und kostengünstig prototypen möchten, ohne besondere ästhetische Anforderungen zu haben (→ FDM).
Um das für Ihre spezifische Anwendung am besten geeignete Material zu finden, können Sie den Materialassistenten von Weerg nutzen, der Sie anhand der Eigenschaften Ihres Bauteils durch die verfügbaren Optionen führt.
Sie haben gesehen, was die Ingenieurteams von Volkswagen, Ford und Unilever mit SLA-Harz machen. Stellen Sie sich nun vor, was Sie tun können — mit denselben Materialien, derselben Technologie und ohne in eigene Anlagen investieren zu müssen.
Mit Weerg können Sie Ihre 3D-Datei hochladen, ein sofortiges Angebot erhalten und Bauteile aus SLA-Harz in Industriequalität direkt nach Hause oder ins Büro geliefert bekommen. Heute mit 50 % Rabatt.
7 minuutin luku
Der medizinische 3D-Druck hat sich in wenigen Jahren von einer experimentellen Labortechnologie zu einer etablierten Produktionslösung entwickelt....

5 minuutin luku
Polyamid, kommerziell bekannt als Nylon, ist einer der am weitesten verbreiteten Technopolymere in der Industrie.
In diesem Leitfaden werden die...
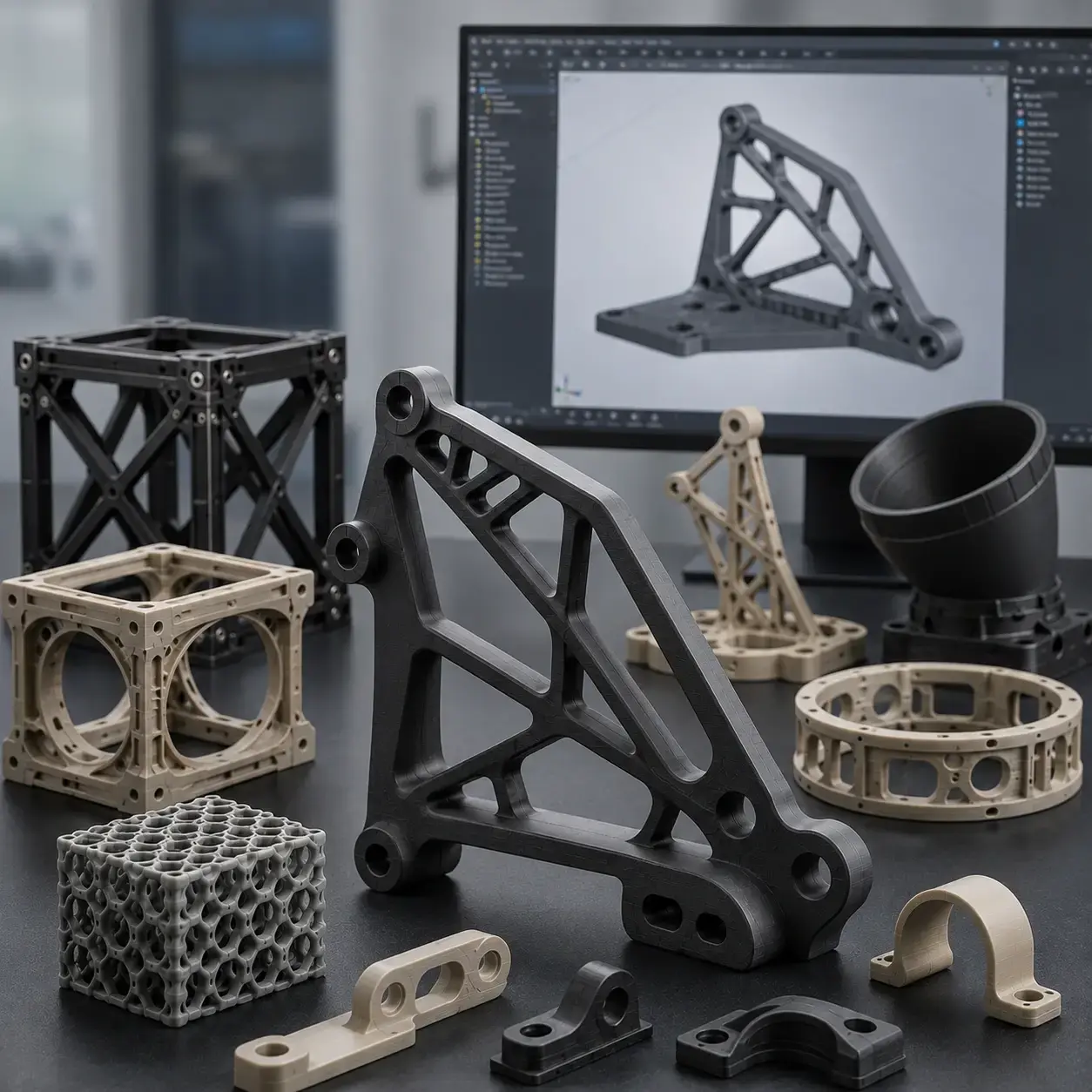
8 minuutin luku
Die Wahl des am besten geeigneten Werkstoffs für eine Luft- und Raumfahrtkomponente ist eine der heikelsten Konstruktionsentscheidungen. Jedes Gramm...