9 minuto leído
Materiales para componentes aeroespaciales: guía técnica para la elección
Elegir el material más adecuado para un componente aeroespacial es una de las decisiones de diseño más delicadas. Cada gramo incide en el consumo de...
3 minuto leído
![]() Weerg staff
:
may 8, 2025
Weerg staff
:
may 8, 2025
El warping es uno de los defectos más comunes y molestos en la impresión 3D, especialmente en los procesos de filamento (FDM) y, de manera distinta, también en las tecnologías de polvo (MJF) y resina (SLA).
Se manifiesta con el levantamiento de los bordes o la deformación de la pieza, comprometiendo dimensiones, adhesión y calidad final.
Esta guía 2026 te explica de forma sencilla:
El warping es una deformación indeseada de la pieza durante el proceso de impresión 3D.
Ocurre cuando el material se enfría de manera no uniforme, creando tensiones internas que “rizan” o levantan partes del modelo.
En práctica:
El material se contrae → la base se levanta → la pieza se deforma.
El warping es especialmente evidente en los materiales que sufren alta contracción térmica.
El warping puede surgir en varias fases, pero es más frecuente:
Cuanto mayor sea el gradiente térmico en la pieza, mayor será la probabilidad de warping.
El warping depende de tres fenómenos físicos:
Contracción térmica
Durante el enfriamiento, el material se retrae.
Si la contracción no es uniforme → la pieza tira hacia un lado y se levanta.
Adhesión insuficiente a la cama
Si las primeras capas no se adhieren correctamente, la contracción amplifica la deformación.
Enfriamiento demasiado rápido de las capas
Un ventilador o un ambiente frío pueden crear choques térmicos.
Geometrías con superficies amplias y ángulos vivos
Cuanto mayor la superficie de base, mayor la fuerza de tracción provocada por el enfriamiento.
El warping es más frecuente en materiales con alta contracción térmica.
ABS → muy propenso al warping
Nylon (PA) → alta elasticidad pero fuerte deformación
PETG → menos que el ABS, pero puede levantarse
PC (policarbonato) → amplio rango térmico → riesgo elevado
PLA → casi inmune
TPU → flexible, no se deforma
Resinas SLA → deformación mínima
PA12/PA11 MJF → casi sin warping gracias a la sinterización en cama de polvo
FDM (filamento)
→ La tecnología con mayor riesgo.
El warping ocurre sobre todo en las primeras capas y en impresiones grandes.
MJF (polvos)
→ El warping es muy reducido:
La propia cama de polvo mantiene la pieza a temperatura constante durante todo el proceso.
SLA / MSLA (resina)
→ Muy raro, pero pueden producirse deformaciones durante el post-curado.
usar brim o raft
aplicar pegamento, laca o spray adhesivo
limpiar la cama con isopropílico
usar cama caliente (50–100°C)
cerrar la impresora (cámara caliente)
evitar corrientes de aire
reducir el ventilador en las primeras capas
redondear los ángulos (evitar esquinas vivas)
reducir superficies planas muy amplias
añadir chaflanes o cortes de alivio
reducir la temperatura del nozzle si es demasiado alta
aumentar la temperatura de la cama
imprimir más lento los primeros layers
Si el warping es crítico, optar por materiales con menor contracción, como PLA, PETG estable o nylon MJF.
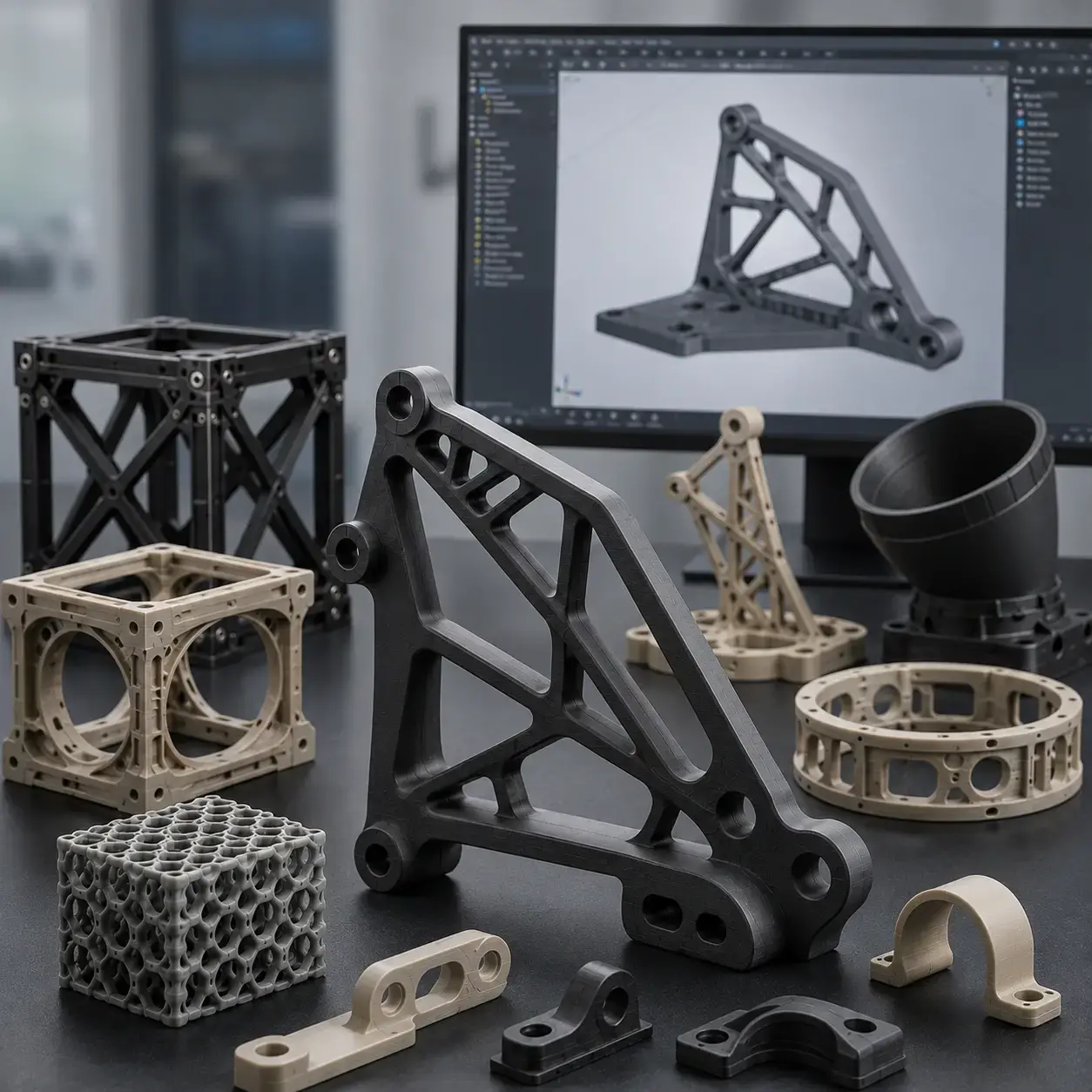
Tecnologías como la impresión 3D MJF reducen drásticamente el warping gracias a:
ambiente calentado y uniforme
soporte térmico de la cama de polvo
enfriamiento lento y controlado
Por eso los materiales como PA12 y PA11 son mucho más estables respecto a sus versiones FDM.
✔ Calentamiento controlado
Algunos materiales (como ABS o nylon) pueden enderezarse con un calentamiento uniforme y enfriamiento lento.
✔ Modificación de la geometría
Pequeños cambios en el diseño pueden eliminar el problema.
✔ Repetición de la impresión con parámetros correctos
La prevención es siempre la mejor solución.
El warping es uno de los problemas más comunes en la impresión 3D, pero también uno de los más previsibles y solucionables.
Comprendiendo la física de la contracción, eligiendo materiales adecuados y ajustando correctamente la impresora, es posible evitarlo casi por completo.
Para producciones profesionales —especialmente en nylon PA12/PA11, componentes funcionales o prototipos técnicos—, tecnologías como MJF y SLS eliminan casi totalmente el problema, garantizando piezas dimensionalmente estables.
¿Tienes un proyecto en el que el warping puede ser crítico?
Sube tu archivo y elige la tecnología más estable para obtener piezas perfectas
9 minuto leído
Elegir el material más adecuado para un componente aeroespacial es una de las decisiones de diseño más delicadas. Cada gramo incide en el consumo de...

6 minuto leído
Las aleaciones de cobre son uno de los grupos de materiales más versátiles a disposición del diseñador: combinan la conductividad y la resistencia a...

4 minuto leído
El ensayo de tracción es la prueba mecánica más utilizada en el mundo para caracterizar materiales. Con un único ensayo se obtienen los datos que...