4 minuti di lettura
Prova di trazione: guida completa per ingegneri e progettisti
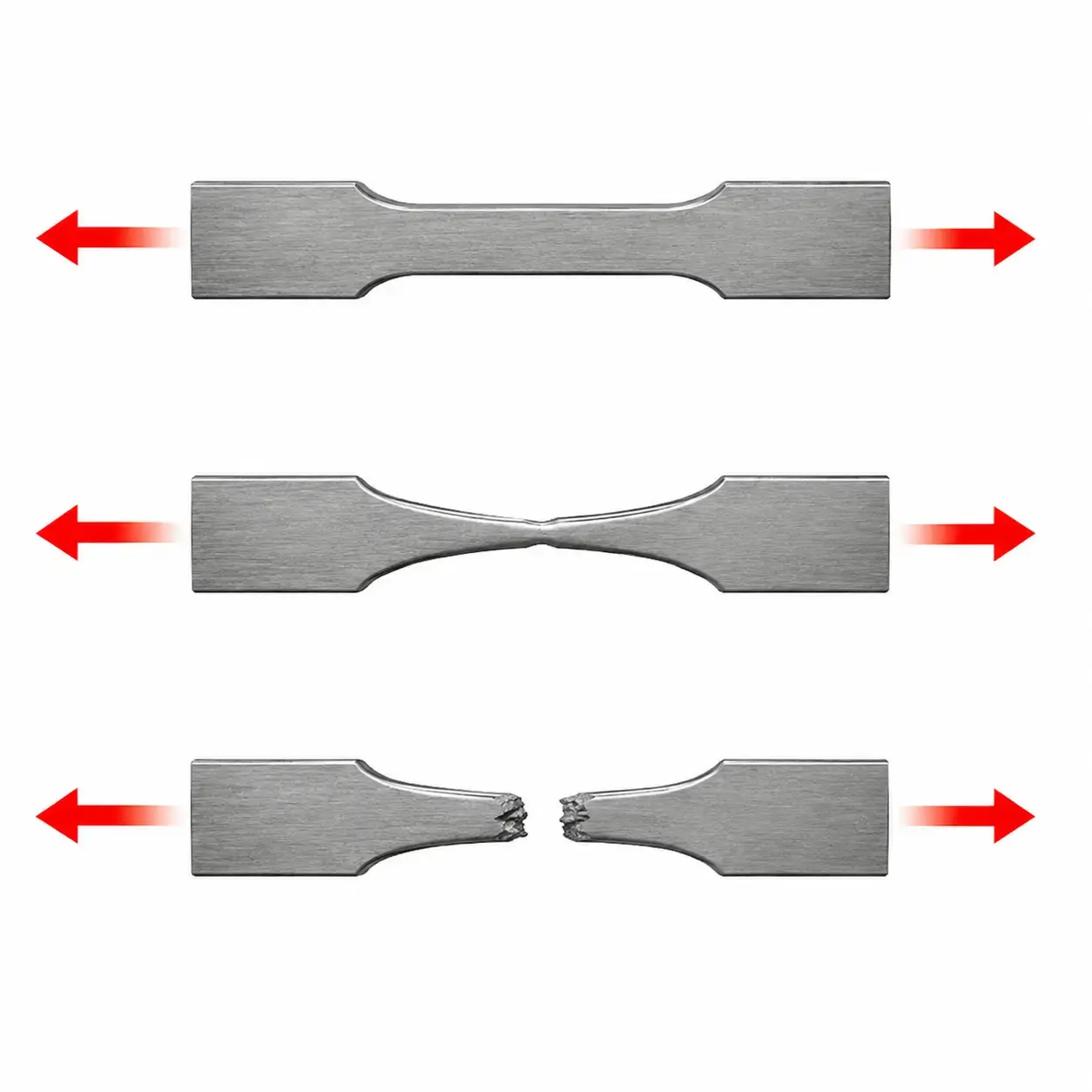
La prova di trazione è il test meccanico più utilizzato al mondo per caratterizzare i materiali. Con un'unica prova si ottengono i dati che ogni...
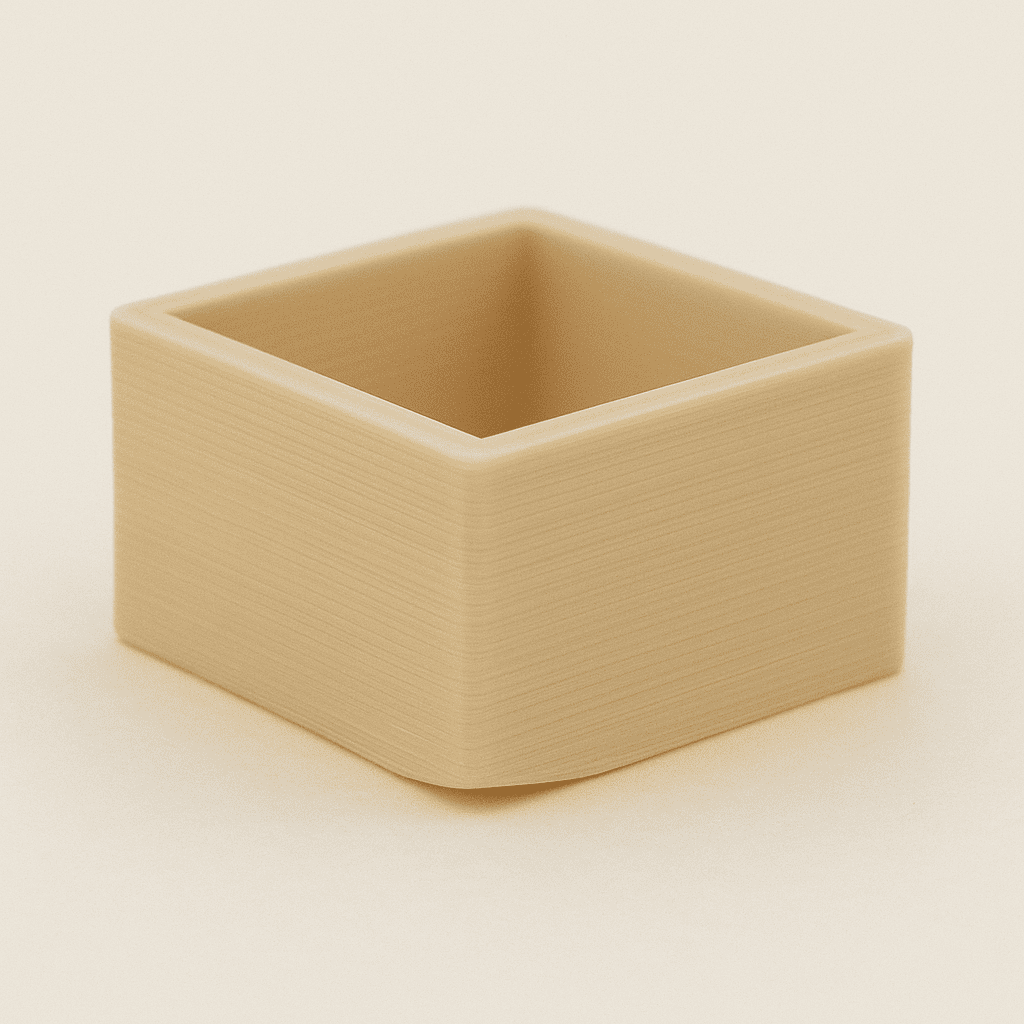
Il fenomeno del “warping” è uno dei problemi più comuni nella stampa 3D, in particolare quando si lavora con materiali termoplastici che tendono a ritirare durante la fase di raffreddamento del materiale. Il termine “warping” indica la deformazione o il sollevamento dei bordi del modello dal piano di stampa, con conseguente perdita di aderenza e, talvolta, compromissione totale del pezzo. Comprendere bene che cos’è il warping, perché si verifica e come prevenirlo è essenziale per ottenere stampe di alta qualità ed evitare sprechi di tempo e di materiale. Nel testo seguente, vedremo in dettaglio tutti questi aspetti, fornendo spiegazioni teoriche e pratiche su come gestire al meglio questo problema.
Con il termine “warping” si indica una deformazione fisica del pezzo in fase di stampa. Nello specifico, gli strati più esterni del modello (soprattutto quelli a contatto col piano di stampa) tendono a sollevarsi verso l’alto. In alcuni casi, questo sollevamento può manifestarsi con curvature minime appena visibili; in altri, soprattutto se non si adottano misure preventive, la deformazione può diventare così pronunciata da far staccare l’intero angolo o lato del pezzo dal piano di stampa, causando difetti estetici e, nei casi peggiori, compromettere la funzionalità del modello stampato, con l’eventualità di danneggiare anche l’ugello per via di possibili urti con il componente.
Il warping è un fenomeno che dipende principalmente dall’escursione termica e dalla velocità di raffreddamento del materiale estruso. Nel processo di stampa 3D FDM (Fused Deposition Modeling), il filamento viene riscaldato fino a diventare fluido e quindi depositato strato dopo strato. Quando il materiale si raffredda, tende a ritirarsi e a contrarsi. Se questa contrazione non avviene in modo uniforme, si verificano tensioni interne nella parte solidificata, che possono causare il sollevamento dei bordi.
Il warping può verificarsi in diverse fasi della stampa, ma è più comune soprattutto nei primi strati, quando il materiale sta iniziando a solidificarsi e a formare la base del modello. I primi layer sono critici: se l’adesione al piano non è ottimale o se la temperatura del letto (o il raffreddamento ambientale) non è adeguatamente controllata, si creano differenze di temperatura significative tra la parte più vicina al piano e gli strati superiori. Ciò comporta un raffreddamento non omogeneo e, di conseguenza, la deformazione.
Tuttavia, anche negli strati successivi può insorgere il warping, specialmente per oggetti che presentano basi ampie o spessori elevati. In tali circostanze, il gradiente termico tra gli strati caldi depositati di recente e quelli più “vecchi” può provocare stress interni nel pezzo, contribuendo al sollevamento. Generalmente, più l’oggetto è voluminoso, più tempo impiegherà a raffreddarsi e quindi maggiore è il rischio che si creino differenti gradienti di temperatura lungo la superficie del componente comportando differenti velocità di raffreddamento.
Contrazione termica: I materiali termoplastici subiscono una contrazione mentre passano dallo stato fuso a quello solido. Quando il filamento fuso incontra gli strati già parzialmente raffreddati, si genera una differenza di temperatura che, se non gestita, crea tensioni interne. Il fenomeno è più evidente nei filamenti con un elevato coefficiente di dilatazione termica, come l’ABS.
Errata temperatura del piano di stampa: Se il letto di stampa non è abbastanza caldo, gli strati a contatto con la superficie si raffredderanno troppo rapidamente rispetto agli strati depositati successivamente. Allo stesso tempo, un letto di stampa eccessivamente caldo potrebbe favorire l’adesione iniziale, ma, se non adeguatamente controllato, può indurre un forte gradiente di temperatura man mano che si sale in altezza.
Raffreddamento non uniforme: Un raffreddamento troppo rapido, ad esempio in ambienti molto freddi o con correnti d’aria, accentua la formazione di tensioni tra gli strati. Per questo motivo, molte stampanti 3D professionali lavorano in ambienti chiusi o camere riscaldate, in modo da mantenere temperature omogenee e costanti.
Adesione insufficiente al piano: Quando il primo strato non aderisce bene al piano di stampa, ogni minima contrazione può far sollevare gli angoli o i bordi del pezzo.
Geometrie complesse o grandi superfici: Modelli con ampie superfici di base, spigoli vivi o zone particolarmente “sottili” sono più soggetti a deformazioni, perché le tensioni non si distribuiscono in modo uniforme.
Velocità di stampa e impostazioni di raffreddamento: Una velocità di stampa troppo alta, combinata a impostazioni di raffreddamento insufficienti o eccessive, può alterare l’equilibrio termico necessario a prevenire il warping.
Materiali soggetti a warping
Tutti i filamenti termoplastici, in misura diversa, possono essere soggetti a warping. L’ABS è notoriamente uno dei materiali più problematici da questo punto di vista, perché ha un coefficiente di dilatazione termica piuttosto elevato. Questo significa che la differenza di volume tra lo stato fuso e quello solido è maggiore e quindi le tensioni in gioco sono più importanti.
Il PLA, pur essendo più “semplice” da stampare rispetto all’ABS, non è esente da fenomeni di warping, specialmente se la stampa avviene in ambienti molto freddi o se non c’è un corretto flusso d’aria. Il PETG si colloca a metà strada: ha una contrazione termica inferiore rispetto all’ABS, ma richiede comunque una buona gestione del letto di stampa e del raffreddamento per evitare deformazioni.
Materiali speciali, come nylon o policarbonato, possono presentare ancora maggiori difficoltà, ragion per cui si raccomanda spesso l’uso di camere riscaldate e letti con temperature elevate per mantenere la stabilità dimensionale durante la stampa.
La prevenzione del warping si basa su un insieme di buone pratiche che riguardano la corretta configurazione della stampante, la scelta di materiali e superfici di adesione adeguate e il controllo dei parametri di stampa. Di seguito, analizziamo alcune strategie fondamentali.
Regolare la temperatura del piano di stampa
Temperatura corretta: Consultare le specifiche del filamento. L’ABS richiede spesso temperature del piano tra i 90°C e i 110°C, mentre il PLA può richiedere temperature tra i 50°C e i 70°C. Mantenere il letto alla giusta temperatura riduce il gradiente termico tra il primo strato e gli strati successivi.
Distribuzione uniforme del calore: È importante che il piano di stampa abbia un sistema di riscaldamento uniforme. Se alcune zone del letto sono più fredde di altre, si creeranno punti deboli da cui potrebbe iniziare il sollevamento.
Migliorare l’adesione al piano
Pulizia del piano: Prima di iniziare la stampa, pulire accuratamente la superficie di stampa per rimuovere polvere, oli e residui di stampe precedenti. L’uso di alcol isopropilico o detergenti specifici migliora l’adesione.
Superfici speciali: E’ importante selezionare il corretto piatto di stampa in funzione del materiale che si vuole stampare. Per ogni materiale è possibile trovare un piatto di stampa rivestito in modo da migliorare l’aderenza di specifici materiali.
Uso di colle o lacca: L’applicazione di uno strato sottile di colla stick, lacca per capelli (specifica per alte temperature) o collanti appositamente realizzati per la stampa 3D sul piano può aumentare l’adesione, soprattutto per materiali notoriamente problematici come l’ABS.
Gestire il flusso d’aria e la temperatura ambientale
Ambiente chiuso: Se possibile, utilizzare una stampante con enclosure o costruirne una attorno alla stampante per mantenere costante la temperatura interna. Ciò riduce i bruschi cali di temperatura e l’esposizione a correnti d’aria.
Ventola di raffreddamento: Regolare la velocità della ventola. Per il PLA, una ventola più attiva può aiutare a solidificare gli strati, ma attenzione a non creare shock termici eccessivi. Per l’ABS, spesso si riduce la ventola al minimo per evitare un raffreddamento troppo rapido.
Impostazioni di stampa specifiche
Brim, Raft o Skirt: Stampare uno “skirt” (contorno), un “brim” (un bordo aggiuntivo che aumenta l’area di contatto col piano) o un “raft” (una base di più strati sotto il modello) può incrementare la stabilità del pezzo e favorirne l’adesione ai bordi.
Altezza del primo strato: Un primo layer ben schiacciato sul piano (ma non eccessivamente) migliora l’adesione. Molti slicer offrono impostazioni specifiche per regolare l’altezza del primo strato e la velocità di stampa, così da garantire un contatto ottimale.
Velocità di stampa: Stampare a velocità troppo elevate può causare vibrazioni e imperfezioni che minano l’adesione del primo strato. Una velocità più bassa nei primi layer aiuta ad ancorare meglio il pezzo.
Uso di un “heat chamber” o camera riscaldata
Per materiali molto sensibili come l’ABS o il policarbonato, una delle soluzioni più efficaci è stampare in una camera riscaldata, cioè un ambiente chiuso in cui la temperatura è costante e adeguatamente alta (spesso 40-50°C o più). Ciò riduce il gradiente termico tra gli strati e minimizza il rischio di contrazioni disomogenee.
Scelta del filamento
Se il warping persiste nonostante le misure adottate, potrebbe essere utile cambiare tipologia di filamento. Alcuni produttori offrono versioni modificate di ABS o PLA arricchiti di fibre o additivi che riducono la dilatazione termica, migliorandone la stabilità. Esistono inoltre filamenti “blend” appositamente studiati per minimizzare la deformazione durante la stampa.
Controllare l’umidità del filamento: Un filamento che ha assorbito troppa umidità (soprattutto nylon e PETG) può causare problemi di estrusione e di adesione, che a loro volta favoriscono il warping. Conservare sempre i filamenti in sacchetti a chiusura ermetica con essiccanti, essiccare il filamento prima dell’utilizzo come specificato dal produttore e utilizzare essiccatori durante la fase di stampa.
Verificare la planarità del piano: Un piano di stampa non perfettamente planare rende difficile l’adesione omogenea. Se alcune zone sono più alte o più basse, lo strato depositato potrebbe risultare troppo sottile (causando sotto estrusione e cattiva adesione) oppure troppo spesso (con eccesso di materiale e possibili grumi). È importante livellare il piano regolarmente e, se la stampante lo consente, usare sistemi di autolivellamento (ABL).
Ottimizzare il design del pezzo: Quando possibile, intervenire sulla geometria dell’oggetto per ridurre il rischio di warping. Evitare bordi troppo sottili o superfici di base molto estese; se non è possibile, considerare l’introduzione di fori o strutture di rinforzo. Talvolta, arrotondare gli spigoli o suddividere il modello in più parti da assemblare può ridurre le tensioni interne.
Sperimentare con la retrazione e la velocità di raffreddamento: Piccole modifiche nelle impostazioni di retraction (ritrazione) e velocità della ventola possono ottimizzare la deposizione del filamento, evitando grumi e raffreddamenti eccessivi.
Monitorare i primi strati: È buona prassi, soprattutto per stampe importanti o di lunga durata, controllare con attenzione l’adesione dei primi layer. Se si notano segni di sollevamento, può essere necessario interrompere la stampa e regolare i parametri per prevenire un difetto irrecuperabile.
Utilizzare software di slicing evoluti: Alcuni programmi offrono impostazioni specifiche per prevenire il warping, tra cui impostazioni della temperatura del piano modulabile per i diversi strati, velocità di stampa variabili, personalizzazione di brim e raft e molto altro.
Il warping è un fenomeno che colpisce tanto i principianti quanto i professionisti della stampa 3D. Può sembrare a volte una condanna ineluttabile, ma in realtà è il risultato di fattori fisici ben precisi: dalla natura termoplastica dei filamenti alle condizioni ambientali di stampa, passando per l’adesione e le impostazioni dello slicer. Fortunatamente, una volta comprese le cause, è possibile adottare contromisure efficaci.
L’esperienza e la sperimentazione giocano un ruolo chiave: ogni stampante, filamento e ambiente di lavoro possono richiedere regolazioni differenti. Con il tempo e l’osservazione attenta delle stampe, diventa più facile riconoscere i segnali di potenziale warping e intervenire preventivamente.
Tuttavia, se si vogliono evitare del tutto questi problemi e ottenere risultati di alta qualità senza dover affrontare lunghe fasi di test e calibrazione, affidarsi a un servizio di stampa 3D online come Weerg è una soluzione intelligente. Grazie a macchinari professionali, materiali avanzati e un rigoroso controllo della qualità, Weerg permette di ricevere stampe perfette senza il rischio di deformazioni o difetti.

4 minuti di lettura
La prova di trazione è il test meccanico più utilizzato al mondo per caratterizzare i materiali. Con un'unica prova si ottengono i dati che ogni...
3 minuti di lettura
La resistenza a trazione è una delle proprietà meccaniche più importanti nella progettazione industriale e nella scelta dei materiali. Indica la...

4 minuti di lettura
I materiali compositi rappresentano una delle innovazioni più significative dell'ingegneria moderna. Grazie alla loro capacità di combinare ...