8 minuutin luku
Agritech-Komponenten: Teile für landwirtschaftliche Maschinen
Die Präzisionslandwirtschaft ist heute einer der am schnellsten wachsenden Bereiche im zivilen Sektor. Multispektraldrohnen, in den Feldern...
Das Warping gehört zu den häufigsten und störendsten Fehlern im 3D-Druck, insbesondere bei Filamentprozessen (FDM) und, in anderer Form, auch bei Pulvertechnologien (SLS/MJF) und Harzdruck (SLA).
Es zeigt sich durch das Anheben der Kanten oder die Verformung des Teils und beeinträchtigt Maße, Haftung und die finale Qualität.
Dieser Leitfaden 2026 erklärt dir einfach:
Warping ist eine unerwünschte Verformung des Teils während des 3D-Druckprozesses.
Es entsteht, wenn das Material ungleichmäßig abkühlt und dadurch innere Spannungen erzeugt werden, die Teile des Modells „hochziehen“ oder verformen.
In der Praxis:
Das Material zieht sich zusammen → die Basis hebt sich → das Teil verzieht sich.
Warping ist besonders deutlich bei Materialien mit hoher thermischer Schrumpfung.
Warping kann in verschiedenen Phasen auftreten, kommt jedoch besonders häufig vor:
Je größer der thermische Gradient im Teil, desto wahrscheinlicher ist Warping.
Warping wird durch drei physikalische Phänomene verursacht:
Thermischer Schrumpf
Beim Abkühlen zieht sich das Material zusammen.
Wenn dies nicht gleichmäßig geschieht → verzieht sich das Teil und hebt sich an.
Unzureichende Haftung auf dem Druckbett
Wenn die ersten Schichten nicht gut haften, verstärkt der Schrumpf die Verformung.
Zu schnelle Abkühlung der Schichten
Ein Ventilator oder eine kalte Umgebung kann zu thermischen Schocks führen.
Geometrien mit großen Flächen und scharfen Ecken
Je größer die Grundfläche, desto stärker die Zugkraft beim Abkühlen.
Warping tritt häufiger bei Materialien mit hoher thermischer Schrumpfung auf.
ABS → sehr anfällig für Warping
Nylon (PA) → hohe Elastizität, aber starke Verformung
PETG → weniger als ABS, kann sich aber dennoch lösen
PC (Polycarbonat) → großer Temperaturbereich → hohes Risiko
PLA → nahezu immun
TPU → flexibel, verzieht sich nicht
SLA-Harze → minimale Verformung
PA12/PA11 MJF → praktisch kein Warping dank Pulverbett-Sinterung
FDM (Filament)
→ Die technologie mit dem höchsten Risiko.
Warping tritt vor allem in den ersten Schichten und bei großen Teilen auf.
MJF (Pulver)
→ Warping ist stark reduziert:
Das umliegende Pulver hält das Teil während des gesamten Prozesses auf gleichmäßiger Temperatur.
SLA / MSLA (Harz)
→ Sehr selten, aber Verformungen können beim Nachhärten auftreten.
Brim oder Raft verwenden
Kleber, Haarspray oder Haftspray auftragen
Druckbett mit Isopropanol reinigen
Heizbett benutzen (50–100°C)
Drucker schließen (geschlossener Bauraum)
Zugluft vermeiden
Lüfter in den ersten Schichten reduzieren
Ecken abrunden (scharfe Kanten vermeiden)
große, flache Oberflächen reduzieren
Fasen oder Entlastungsschnitte hinzufügen
Düsentemperatur senken, wenn sie zu hoch ist
Betttemperatur erhöhen
erste Schichten langsamer drucken
Wenn Warping kritisch ist, Materialien mit geringerem Schrumpf wählen wie PLA, stabiles PETG oder MJF-Nylon.
Technologien wie MJF reduzieren Warping drastisch durch:
beheizte, gleichmäßige Umgebung
thermische Unterstützung durch das Pulverbett
langsames, kontrolliertes Abkühlen
Daher sind Materialien wie PA12 und PA11 deutlich stabiler als ihre FDM-Varianten.
✔ Kontrollierte Erwärmung
Einige Materialien (z. B. ABS oder Nylon) lassen sich durch gleichmäßiges Erwärmen und langsames Abkühlen wieder begradigen.
✔ Geometrie anpassen
Kleine Änderungen im Design können das Problem vollständig beseitigen.
✔ Druck mit korrekten Einstellungen wiederholen
Vorbeugung ist immer die beste Lösung.
Warping ist eines der häufigsten Probleme im 3D-Druck, aber auch eines der vorhersehbarsten und lösbarsten.
Mit einem Verständnis der Schrumpffysik, der richtigen Materialwahl und geeigneten Druckparametern lässt sich Warping nahezu vollständig vermeiden.
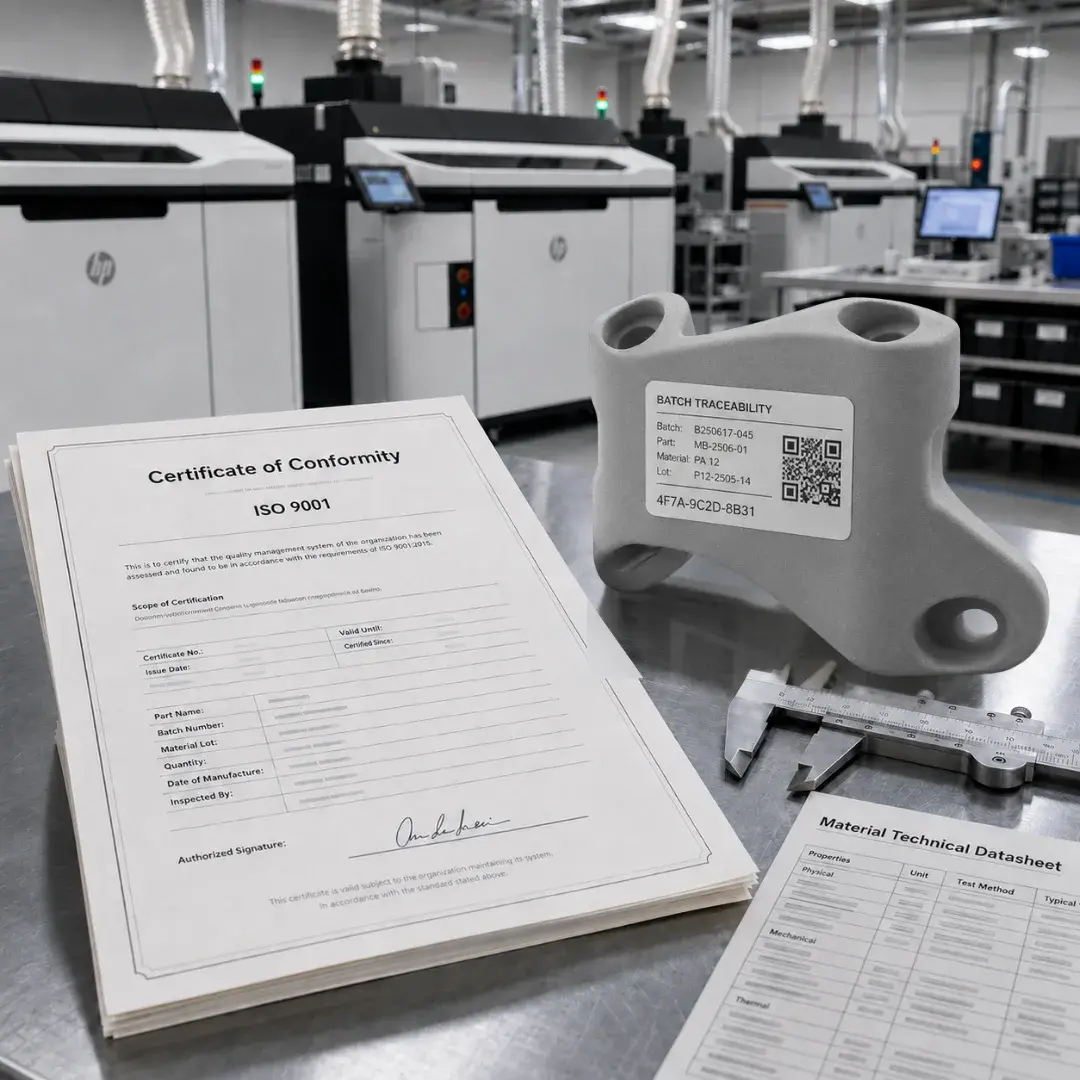
Für professionelle Anwendungen — insbesondere bei PA12/PA11-Nylon, funktionalen Bauteilen oder technischen Prototypen — eliminieren Technologien wie MJF und SLS das Problem fast vollständig und liefern maßlich stabile Teile.
Hast du ein Projekt, bei dem Warping kritisch sein könnte?

8 minuutin luku
Die Präzisionslandwirtschaft ist heute einer der am schnellsten wachsenden Bereiche im zivilen Sektor. Multispektraldrohnen, in den Feldern...

6 minuutin luku
MJF, FDM oder Harz? Es ist die erste Frage, die sich jeder stellt, der eine 3D-Datei zu produzieren hat. Jede Technologie bietet unterschiedliche...
7 minuutin luku
Für einen Qualitätsverantwortlichen im Medtech-Sektor ist die Wahl eines 3D-Druck-Lieferanten nicht einfach eine technische Bewertung, sondern eine...