L’anodizzazione decorativa è una particolare variante del più ampio processo di anodizzazione dell’alluminio, nata per coniugare esigenze estetiche e funzioni protettive. Per comprenderne la rilevanza occorre ricordare che l’alluminio, a contatto con l’ossigeno atmosferico, si riveste spontaneamente di un sottilissimo strato di ossido (circa 2‑5 nm) che già conferisce un minimo di protezione dalla corrosione. L’anodizzazione sfrutta e potenzia questo fenomeno naturale attraverso una passivazione elettrolitica controllata: il pezzo da trattare viene collegato al polo positivo di una cella (da cui il termine anodo) e immerso in un bagno elettrolitico – generalmente acido solforico, talvolta ossalico o fosforico a seconda dell’effetto desiderato – mentre al catodo si trova di norma una barretta di piombo o di titanio.
Applicando una differenza di potenziale, gli ioni O²⁻ migrano verso la superficie del metallo e reagiscono con gli ioni Al³⁺ che diffondono dall’interno, producendo uno strato di ossido di alluminio (Al₂O₃) poroso, duro e aderente. La porosità iniziale è fondamentale perché permette di impregnare i pori con coloranti organici, pigmenti inorganici o depositi metallici (dove si parla di colorazione elettrolitica “a due stadi”). Una volta raggiunto lo spessore desiderato – tipicamente 10 µm per parti destinate ad ambienti interni e 20 µm (o più) per quelle esposte all’esterno – il pezzo passa attraverso la fase di sigillatura (sealing), in acqua deionizzata bollente o in soluzioni di nichel fluoruro: i pori si idratano, si rigonfiano e chiudono definitivamente, trattenendo il colore e rendendo lo strato inattaccabile.
Rispetto al metallo nudo, lo strato così creato oltre a fungere da barriera fisico‑chimica, aumenta notevolmente la durezza superficiale, riduce l’attrito, migliora l’adesione di primer, colle e vernici e soprattutto è un eccellente isolante elettrico. Quest’ultimo aspetto è spesso trascurato nell’uso quotidiano ma cruciale nei settori dell’elettronica e della meccatronica: riducendo la conducibilità superficiale si limitano accumuli di carica e il rischio di scariche elettrostatiche (ESD) che potrebbero danneggiare dispositivi sensibili.
L’anodizzazione decorativa lucida ed opaca
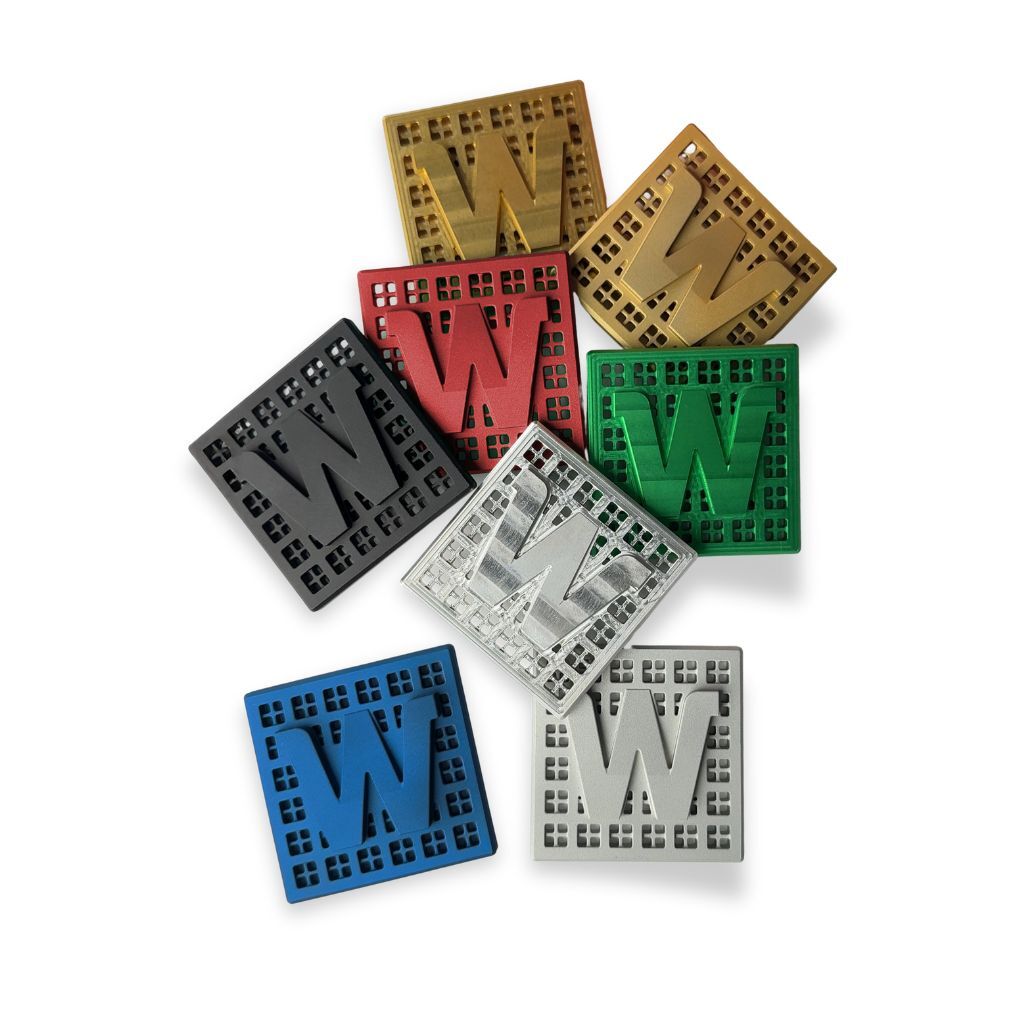
Presso Weerg l’anodizzazione decorativa viene proposta in due finiture distinte: opaca e lucida. In entrambi i casi lo spessore protettivo rimane invariato, ma cambia il pre‑trattamento meccanico e quindi l’effetto finale. Se si opta per l’anodizzazione opaca, i componenti vengono pallinati prima del ciclo chimico: la micro‑sferigliatura uniforma la superficie e “sfuma” eventuali segni di fresatura o tornitura, restituendo un aspetto omogeneo, satinato e privo di imperfezioni visive. Nella versione lucida, al contrario, non avviene il processo di pallinatura; ciò esalta le linee del pezzo e fa emergere i segni di utensile. Entrambe le finiture sono disponibili nei colori rosso, blu, nero, verde, trasparente (naturale) e oro.
Vantaggi dell'anodica decorativa:
-
Resistenza alla corrosione
Lo strato di Al₂O₃ è chimicamente inerte in ambiente neutro e moderatamente acido; protegge quindi da pioggia, sudore, umidità salina e molti detergenti domestici.
-
Aumento della durezza e dell’usura
La superficie anodizzata sopporta graffi e abrasioni meglio dell’alluminio grezzo, prolungando la vita di maniglie, profili, parti di biciclette o smartphone.
-
Isolamento elettrico e anti‑ESD
Il campo di rottura dielettrico dell’ossido è > 30 V/µm: a 20 µm si superano facilmente i 600 V. Ciò permette l’uso di chassis conduttivi senza rischio di corto circuito verso componenti adiacenti; la dissipazione di cariche avviene in modo controllato.
-
Peso invariato
A differenza di vernici e rivestimenti organici, l’ossido deriva dal substrato stesso; non si aggiungono strati estranei e non vi è rischio di delaminazione.
-
Compatibilità ambientale
Il bagno principale è acido solforico, recuperabile; le emissioni VOC sono nulle, e a fine vita il pezzo rimane 100 % riciclabile come alluminio.
Svantaggi e limitazioni
-
Dipendenza dalla lega
La presenza di rame, silicio, manganese o magnesio influisce sulla dimensione dei pori e sulla capacità di accogliere il colorante; alcune leghe 2000 o 7000 ricche in rame/magnesio virano naturalmente verso un sotto‑tono brunastro che altera le tinte chiare.
-
Fragilità dello strato
La durezza si accompagna a una certa fragilità: urti localizzati possono scheggiare o micro‑fessurare lo strato, ponendo base alla penetrazione di corrosione sottopellicolare.
Influenza della lega sul colore finale
Un fattore cruciale, spesso trascurato in fase di design, è la composizione chimica della lega. Poiché l’ossido deriva dal substrato, eventuali elementi di lega restano intrappolati o si ossidano in parallelo, imprimendo una colorazione di fondo.
Applicazioni
-
Elettronica di consumo: scocche di laptop, smartphone, cuffie; il mix di leggerezza, isolamento ESD e l'ottima sensazione al tatto ha reso l’alluminio anodizzato sinonimo di design high‑tech.
-
Architettura: serramenti, facciate continue e rivestimenti ventilati sfruttano la resistenza agli agenti atmosferici e la gamma cromatica stabile.
-
Automotive e motorsport: manopole cambio, pedalini, pompe freno; nelle corse si distingue la tubisteria “blu anodizzato” (serie 6000) e gli attacchi rapidi rossi per garantire codifica visiva rapida.
-
Aerospazio: componenti dell'aviazione dove l’isolamento elettrico e la compatibilità con colle strutturali epossidiche sono fondamentali.
-
Arredamento e illuminotecnica: lampade, profili LED, maniglie, che beneficiano di un finish satinato senza necessità di vernici.
-
Medicale: strumenti chirurgici codificati a colori per riconoscimento immediato in sala operatoria; la superficie dura resiste a cicli di autoclave.
Conclusione
L’anodizzazione decorativa rappresenta il punto d’incontro fra funzionalità tecnica e valore estetico. Grazie a un processo elettrochimico ormai maturo, trasforma il naturale limite dell’alluminio – la sua facilità all’ossidazione – in un punto di forza: lo strato artificiale di Al₂O₃ diventa difesa contro corrosione, graffi e scariche ESD, tutto in poche decine di micron e senza aggiunte di peso. Allo stesso tempo, l’assorbimento controllato di pigmenti consente palette cromatiche vivaci o sofisticate finiture metalliche. L’anodizzazione è una delle tecnologie di finitura più versatili disponibili oggi, capace di unire performance tecnica e appeal visivo in settori che vanno dall’architettura all’elettronica di consumo, passando per mobilità, medicale e arredamento.