3 minuti di lettura
Cos’è la stampa 3D per infissi e serramenti?
La stampa 3D ha rivoluzionato diversi settori industriali e artigianali, introducendo nuove possibilità e soluzioni innovative anche nel campo degli...
2 minuti di lettura
![]() Fabio Trotti
:
Mar 2, 2022
Fabio Trotti
:
Mar 2, 2022
La stampa 3D HP MJF ha enormi vantaggi in termini di flessibilità e capacità di processare un’ampia varietà di geometrie complesse rispetto ad altre tecnologie di manifattura additiva. MJF infatti permette di costruire oggetti privi di supporti e con geometrie molto complesse senza particolari limitazioni di processo.
Per garantire la ripetibilità di processo, il miglior risultato possibile e sfruttare appieno le potenzialità di questa tecnologia produttiva sono necessari vari accorgimenti, che oggi andremo a scoprire in questa guida.
In primis, durante la progettazione del componente è consigliabile seguire i dettami del “design for additive manufacturing” o DfAM. Queste sono un insieme di indicazioni e regole, che variano in base alla tecnologia additiva scelta, che guidano il designer nelle scelte, sia a livello macroscopico, sia nei piccoli accorgimenti.
Un ulteriore aspetto, fondamentale per la buona riuscita di un oggetto prodotto con questa tecnologia, è la fase di preparazione alla stampa, con la collocazione dell’oggetto dentro il volume di stampa della macchina. Come vedremo in questa guida, la finitura e le proprietà dei componenti possono variare anche drasticamente a causa di piccole variazioni.
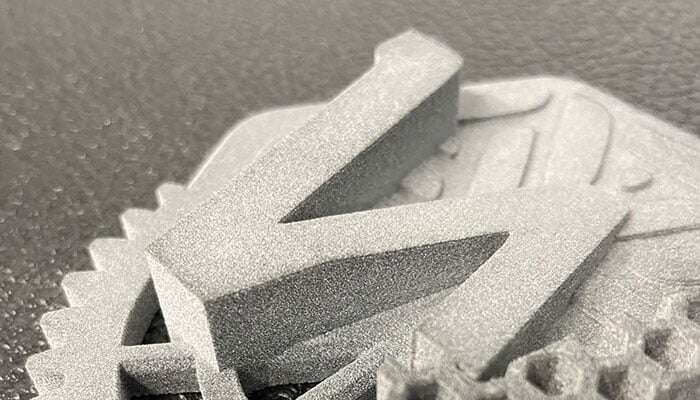
Tutte le superfici con angoli inferiori a 30° rispetto al piano XY e rivolte verso il basso, beneficiano di una finitura molto uniforme e praticamente priva di ogni segno di lavorazione e scalettatura dei layers. L’oggetto, infatti, appoggiandosi sulla polvere del layer precedente, riceve un sostegno adeguato per crearsi correttamente.

Le superfici speculari alle precedenti e quindi rivolte verso l’alto (Z+) con angoli inferiori a 30° rispetto al piano XY, presenteranno una scalettatura, derivante dai singoli layers, molto più pronunciata. Inoltre è possibile che queste superfici siano concave, in quanto nella zona centrale il materiale raffreddandosi, diminuisce di volume e si ritira.

Il processo di stampa MJF è influenzato dai gradienti termici, che si creano durante la deposizione e fusione di uno strato sull’altro. Lungo l’asse Z (altezza) del build avremo di conseguenza tolleranze peggiori, in quanto le deformazioni sono più complesse da controllare. Nel piano XY invece i componenti e le loro dimensioni risultano più aderenti alle dimensioni nominali.
Un altro esempio sono oggetti cilindrici o ad anello: è buona norma allineare il loro asse con l’asse Z in modo da avere la sezione tonda sul piano XY ed evitare così deformazioni che potrebbero portare ad una sezione ellittica deformata.
Anche le proprietà meccaniche variano leggermente tra XY e Z. Infatti, seppur lo stress di rottura dei componenti è uguale lungo tutti e tre gli assi, lungo l’asse Z il materiale risulterà meno duttile, con un allungamento a rottura ridotto di circa il 50%.
Gli operatori di Weerg, controllano ogni file prima di innestarlo in un build, considerando il miglior orientamento per il suo corretto processo. Nel caso in cui il vostro progetto presenti particolari necessità di resistenza o finiture estetiche, potrete ancorare l’orientamento originale in fase di preventivazione con l’apposita spunta.
Se avete ancora dubbi, domande o necessitate informazioni aggiuntive, il nostro team di esperti è gratuitamente a disposizione per supportarvi nella scelta: contattateli qui per parlargli del vostro progetto e dei dubbi che avete relativamente al materiale di realizzazione.

3 minuti di lettura
La stampa 3D ha rivoluzionato diversi settori industriali e artigianali, introducendo nuove possibilità e soluzioni innovative anche nel campo degli...

4 minuti di lettura
Gli occhiali stampati in 3D rappresentano una delle applicazioni più promettenti della manifattura additiva, combinando personalizzazione,...

4 minuti di lettura
La stampa 3D è una tecnologia rivoluzionaria che sta rapidamente trasformando numerosi settori industriali, inclusa l'industria del packaging. Questo...