3 minuti di lettura
Certificazione ISO 9001 Weerg: Qualità Verificata e Rinnovata
Weerg ha superato con successo la verifica di rinnovo della certificazione ISO 9001, confermando il proprio impegno verso l'eccellenza nei processi...
L'orientamento meccanico dei materiali è un fattore critico nella progettazione di componenti per stampa 3D e lavorazioni CNC. La distinzione tra comportamento isotropo e anisotropo influenza prestazioni strutturali, affidabilità e costi.
Un materiale isotropo presenta proprietà meccaniche costanti indipendentemente dalla direzione di sollecitazione. Le caratteristiche di resistenza, rigidità e deformazione restano invariate lungo gli assi X, Y e Z.
Vantaggi operativi:
Esempi comuni:
Gli anisotropi mostrano variazioni significative delle proprietà in funzione della direzione. Il rapporto tra resistenze può variare da 1:0.3 a 1:0.8 secondo il processo.
Caratteristiche distintive:
Esempi applicativi:

Le lavorazioni per asportazione di truciolo mantengono le caratteristiche isotrope del semilavorato. Fresatura e tornitura non alterano la distribuzione delle proprietà.
Vantaggi CNC:
Materiali ottimali:
Carichi multiassiali:
Carichi direzionali:
Costi di sviluppo:
Costi di produzione:
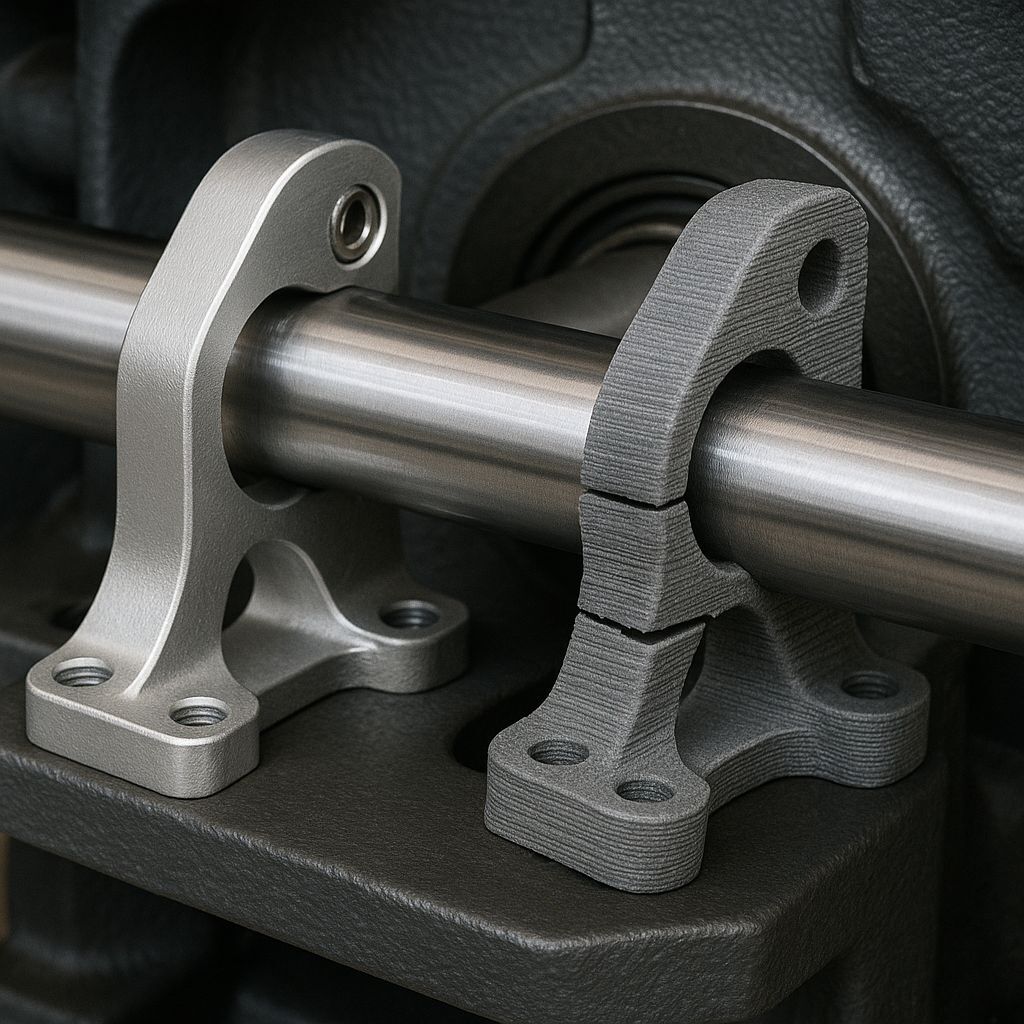
 Pezzo in policarbonato realizzato con stampa 3D FDM: un materiale resistente e quasi isotropo, adatto a parti funzionali che devono sopportare sollecitazioni in diverse direzioni, come quelle presenti nei motori
Pezzo in policarbonato realizzato con stampa 3D FDM: un materiale resistente e quasi isotropo, adatto a parti funzionali che devono sopportare sollecitazioni in diverse direzioni, come quelle presenti nei motori
Test isotropi: trazione (ISO 527), flessione (ISO 178), impatto (ISO 179).
Test anisotropi: trazione multi-direzionale, shear interlaminare, fatica multiassiale.
Tolleranze tipiche:
La distinzione tra materiali isotropi e anisotropi è fondamentale per:
Ogni progetto richiede un’analisi specifica di prestazioni, costi e rischi.
Noi di Weerg supportiamo i progettisti nel trasformare queste scelte in componenti reali, sicuri e performanti.

3 minuti di lettura
Weerg ha superato con successo la verifica di rinnovo della certificazione ISO 9001, confermando il proprio impegno verso l'eccellenza nei processi...

4 minuti di lettura
Il PTFE (politetrafluoroetilene) è il nome chimico del materiale; Teflon è il marchio registrato con cui Chemours (ex DuPont) lo commercializza. Dal...

3 minuti di lettura
Il nostro contributo alla collaborazione con Titawin: PA12 GB (caricato vetro), geometrie millimetriche e file CAD già pronti per la produzione.