4 min read
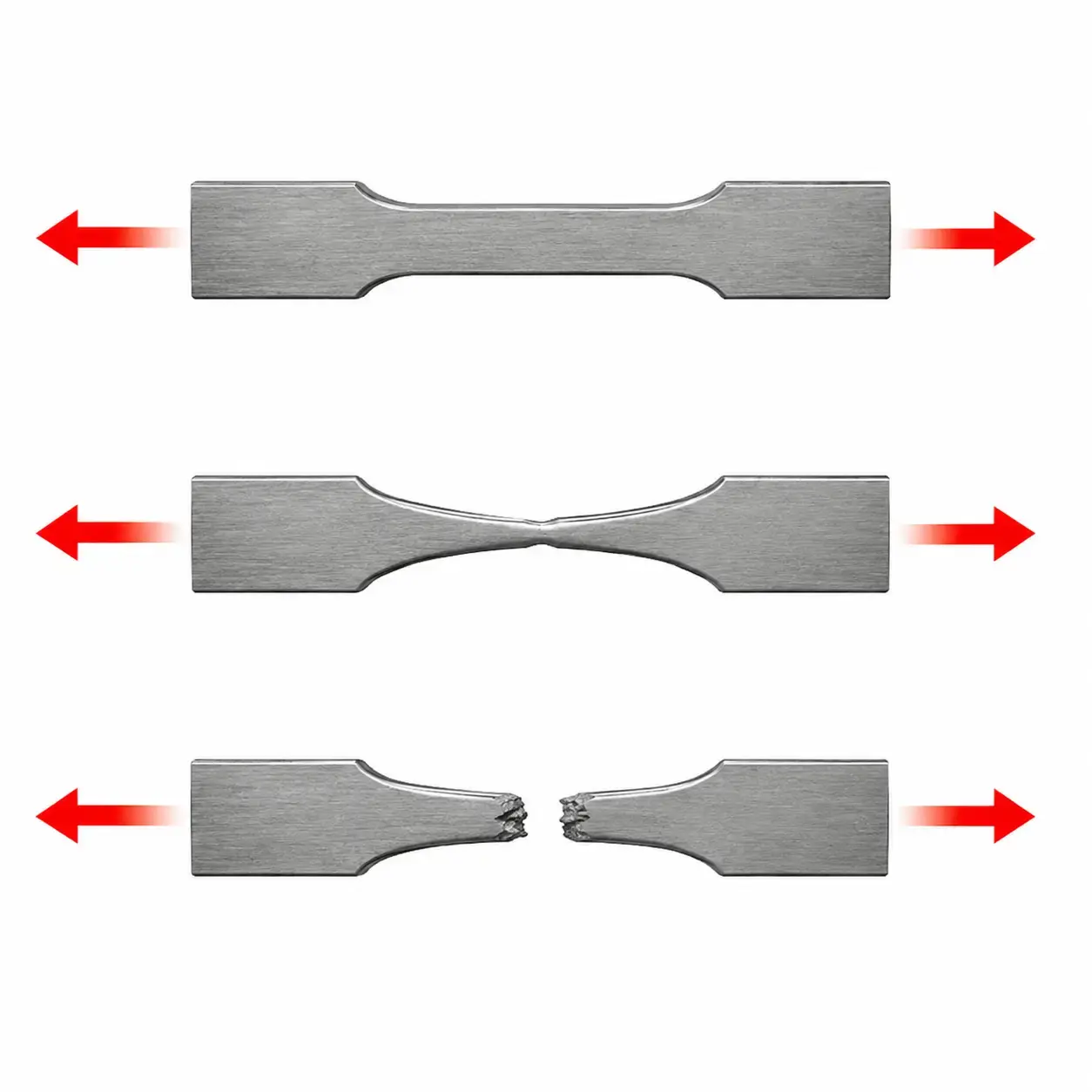
Tensile Test: A Complete Guide for Engineers and Designers
The tensile test is the most widely used mechanical test in the world for characterising materials. A single test provides the data that every...

Stereolithography is a type of additive manufacturing called vat photopolymerization, which is also called "resin 3D printing." All of these machines work by using a light source, like a laser, projector, or UV light, to turn different types of resin 3D printing grade into hard plastic.

Dr. Hideo Kodama, a Japanese researcher, came up with the idea for the contemporary layered method of stereolithography in the 1970s. He was successful in doing this by curing photosensitive polymers using UV light. The SLA 3D printing method was utilized for the very first time today.

Charles (Chuck) W. Hull came up with the word "stereolithography." In 1986, he also received a patent for the technology and founded 3D Systems to sell it. Hull said that the method works by "printing" thin layers of a material that hardens when exposed to ultraviolet light.
SLA 3D printing, on the other hand, was not the first widely used 3D printing method. As patents started to run out in 2009, small-format, desktop 3D printing made additive manufacturing more accessible. Fused deposition modeling (FDM) was the first additive manufacturing technique to be used on desktop platforms.
Fused deposition modeling (FDM) 3D printers didn't meet all professional needs, even though this low-cost extrusion-based technology was largely responsible for the first wave of people becoming aware of and accepting 3D printing. For example, biocompatible materials in dentistry are important, as are the skills needed to make small details for industries like jewelry and microfluidics.
Parts that have been 3D printed with resin offer the best resolution, precision, sharpest details, and smoothest surface finishes of any technique used for 3D printing. However, the most significant advantage of stereolithography is that it can be applied in a wide variety of contexts.
In recent years, manufacturers of materials have developed novel processes for producing novel types of resins that exhibit a broad spectrum of optical, mechanical, and thermal properties that are comparable to those of conventional, engineering, and industrial thermoplastics.
As resin 3D printing gets better, it changes how prototypes and products are made in businesses. As the technology gets cheaper and easier to use, and as hardware and materials get better to meet market needs and opportunities, designers, engineers, and other people are adding 3D printing to their workflows throughout the development process. Professionals in all kinds of fields use this highly detailed 3D printing process to make changes faster, improve production processes, and even come up with whole new business models.
Lastly, this high-quality 3D printing process can now be used to make fully functional prototypes, even with some standard resins. It can also finally compete with injection molding for short runs.
Resin 3D printers are classified into three types: SLA, DLP, and MSLA. To compare, see the table below.
Stereolithography (SLA) is the most traditional method of 3D printing. It works by exposing a layer of photosensitive liquid resin to a UV-laser beam; the resin solidifies in the desired pattern, and the item is created layer by layer until it is finished. This enables you to print a model with exquisite detail.
Smooth surfaces are made by SLA 3D printers, but the quality varies depending on the type of printer. Because SLA resin printers have a smaller build volume, they cannot produce larger items. SLA printing takes longer because the laser has to draw every single layer like a pencil.
MSLA (Masked Stereolithography) is a kind of SLA printing. SLA employs a laser to trace the layers and is often reserved for industrial applications because of its high cost. MSLA cures a complete layer at once using an ultraviolet (UV) LED array and an LCD screen.
Digital Light Processing (DLP) is the quickest method of 3D printing. In a matter of seconds, a layer of hardened material may be produced and swiftly transferred to enable the printing of the following layer. DLP 3D printers, like SLA, employ liquid plastic resin that is melted using arc lamps rather than a UV laser beam.
This light source is responsible for the fast printing rates since the amount of light helps the resin cure quickly. DLP is a dependable technique that consistently creates high-resolution models despite allowing you to employ less expensive materials for complicated and intricate things.
 By Dsazer25 - Own work, CC BY-SA 4.0,
By Dsazer25 - Own work, CC BY-SA 4.0,
Engineers, designers, manufacturers, and other professionals like resin 3D printing because it can make parts with fine details, smooth surfaces, the highest level of precision and accuracy, and mechanical properties like isotropy, watertightness, and the material's versatility.
Because 3D printing makes parts one layer at a time, the strength of the finished print may depend on how the part is oriented in relation to the printing process. The X, Y, and Z axes may have different properties.
Resin 3D printers make parts that are not curved in any way. The isotropy of a part depends on a number of things that can be tightly controlled by combining the chemistry of the material with the printing process. During printing, the parts of the resin form covalent bonds, but from layer to layer, the part stays in a "green state," where it hasn't fully reacted.
While the resin is still green, it still has polymerizable groups that can form bonds between layers. These bonds make the part isotropic and watertight when it is fully cured. At the atomic level, the X, Y, and Z planes are all the same. This makes parts that work the same way every time, which is important for things like jigs and fixtures, end-use parts, and functional prototyping.

Objects that are 3D printed with resin are one piece, even if they have solid parts or channels inside. This ability to keep water out is important for engineering and manufacturing tasks that involve controlling and predicting the flow of air or fluids. Engineers and designers use the fact that SLA printers don't leak water to solve problems with air and fluid flow in cars, biomedical research, and consumer products like kitchen appliances.

Resin 3D printing is used by industries like dentistry and manufacturing to make parts that are always accurate and precise. For a printing process to make parts that are accurate and precise, a number of things need to be tightly controlled.
Resin 3D printing is somewhere between standard machining and fine machining in terms of how accurate it is. In fact, it has the highest tolerance of any 3D printing technology on the market.
The heated resin tank and the closed build environment make it so that each print is almost exactly the same. When compared to technologies that use thermoplastics that melt the raw material, printing at a lower temperature also makes for better accuracy. Because light rather than heat is used in stereolithography, the printing process takes place at a temperature that is comparable to that of a typical room. So, there are no problems with thermal expansion and contraction when it comes to printed parts.
For a reliable, repeatable printing process, it is also important to know what each material is made of.

These printers are thought to be the best when it comes to making smooth surfaces that look like they were made with traditional methods like machining, injection molding, and extrusion.
This surface quality is great for applications that need a smooth finish, and it also makes it easier to sand, polish, and paint the parts, which cuts down on the time needed for post-processing. Leading companies use 3D printing to create consumer-personalized items.
Most of the time, the resolution of a 3D printer is measured by the height of the Z-axis layer. This can be between 5 and 300 microns as a trade-off between speed and quality.
FDM and SLS printers, on the other hand, usually print Z-axis layers that are between 100 and 300 microns thick. On the other hand, a 100-micron part printed with an FDM or SLS printer won't look the same as a 100-micron part printed with an SLA printer.
Because the outermost perimeter walls of a SLA print are straight and the freshly produced layer interacts with the preceding layer, the staircase effect is smoothed off, giving a SLA print a smoother surface immediately after it comes out of the printer. FDM prints tend to have layers that are easy to see, while SLS prints have a grainy surface where the powder has been sintered.

It's thrilling to work with resins since there are so many different properties. These types of resins used in 3D printing can either be soft or hard, filled with a wide variety of other materials such as glass or ceramic, or given mechanical properties such as high temperature deflection or impact resistance.
The materials used in the prototype might be industry-specific, such as dentures, or they can be quite similar to the final materials. These materials are made so that they can withstand a lot of testing and still work well even when they are being pushed.
In some cases, companies started making things themselves, but then they realized that the know-how for all these different solutions was more expensive than a resin 3D printing service. After finding one use for a functional material, it usually doesn't take long to find more, and the printer becomes a tool for taking advantage of the different abilities of different materials.

Photo-curing 3D printing technique and its challenges - science direct
Advances in SLA/DLP 3D printing materials and processes - green chemistry

4 min read
The tensile test is the most widely used mechanical test in the world for characterising materials. A single test provides the data that every...
3 min read
Tensile strength is one of the most important mechanical properties in industrial design and material selection. It indicates the ability of a...

4 min read
Composite materials represent one of the most significant innovations in modern engineering. Thanks to their ability to combine lightness, strength ...